Technologie 3D tisku v architektuře a stavebnictví
Na základě shrnující rešerše dostupných technologií je v článku české odborné veřejnosti přiblížena ve světě velmi slibně se rozvíjející technologie 3D tisku v oblasti betonových konstrukcí. S ohledem na dosavadní mezeru na poli české odborné literatury jsou kromě jiného v článku také popsána specifika a naznačen přelomový potenciál této perspektivní oblasti stavební technologie.
Michal Kovářík / Pavel Svoboda / Petr Štemberk , 3. 8. 2018


V několika posledních letech začínají ze světa pronikat i do tuzemských médií první příklady využití technologie 3D tisku neboli aditivní výroby ve stavebnictví. Palcové titulky typu „V Číně vytiskli za 24 h deset domů“1 poutají pozornost široké veřejnosti, podněcují nekritická očekávání, která přehlušují nezralost a omezení této technologie, a připisují jí téměř zázračné vlastnosti. Novátorská technologie 3D tisku se díky podobným článkům těší mezi veřejností velikému zájmu, je předpovídán její fantastický přínos pro celý svět a je prorokováno, že budeme do několika let schopni opustit stávající stavební technologie a 3D tisknout celé komplexy budov nebo mrakodrapy.2
Realita je však na počátku roku 2018 taková, že jsme schopni s řadou omezení a zatím neekonomicky tisknout části svislých nosných a kompletačních konstrukcí, zatímco tisk celých budov včetně systémů domovní techniky zatím zůstává v oblasti vizí. V prostředí českého stavebnictví dosud chyběla jak střízlivá rešerše dosavadního vývoje této technologie ve smyslu shrnutí různých projektů a technik, tak i kritické zhodnocení vlastností této technologie a nástin možností jejího budoucího masového rozšíření do běžné stavební praxe.
Tento článek se snaží zmíněný deficit napravit a na kritickém základě provést analýzu stávajících řešení s cílem najít reálné využití této v mnohém velmi perspektivní technologie a naznačit směry jejího budoucího vývoje a vlivu na stavební výrobu i navrhování.
SITUACE VE STAVEBNICTVÍ A JEHO PŘIPRAVENOST NA PŘICHÁZEJÍCÍ ČTVRTOU PRŮMYSLOVOU REVOLUCI
Stavebnictví je velmi specifickým oborem vyznačujícím se významnými rozdíly oproti ostatním oblastem hospodářství. Projektování, plánování a realizace staveb obvykle neprobíhá v rámci jednoho podniku, a tak vlivem obtížné koordinace mezi různými subjekty a ztrát při předávání informací často vznikají chyby, zpoždění a nemalé ekonomické ztráty. Produkty stavebnictvím realizované, tedy stavby, se vyznačují velkou hmotností, značnými rozměry a jsou až na výjimky pevně spojeny s pozemkem. Značná část stavební výroby probíhá in situ, kde je vystavena klimatickým vlivům, a kvůli rozměrům pracoviště je velmi náročná na koordinaci časovou i prostorovou. Velká část výrobních procesů se přes široké využití mechanizace stále spoléhá na těžkou manuální práci, což má nezanedbatelný vliv na kvalitu, efektivitu i bezpečnost výroby. Stavebnictví je zároveň velmi neefektivní ve využívání surovin, některé analýzy odhadují, že až 50 % z materiálu, započteného do nákladů stavebních děl, činí odpad.3
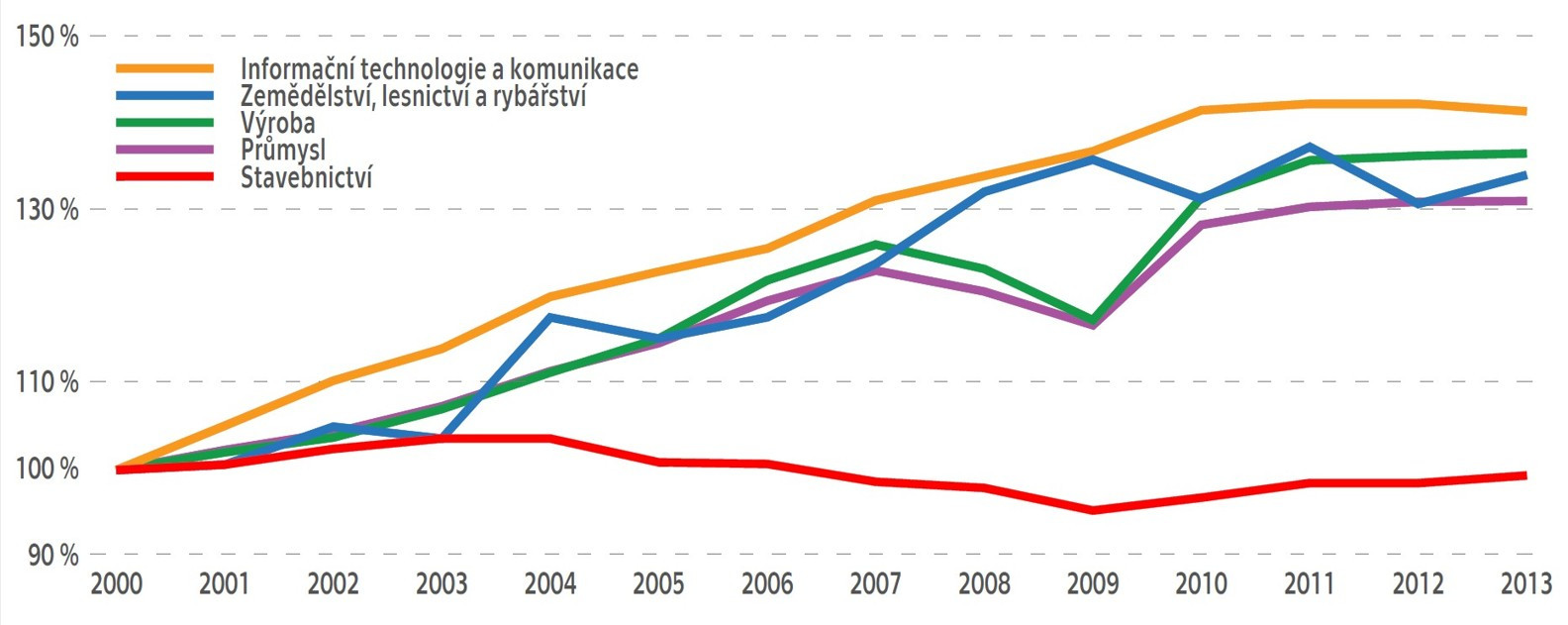
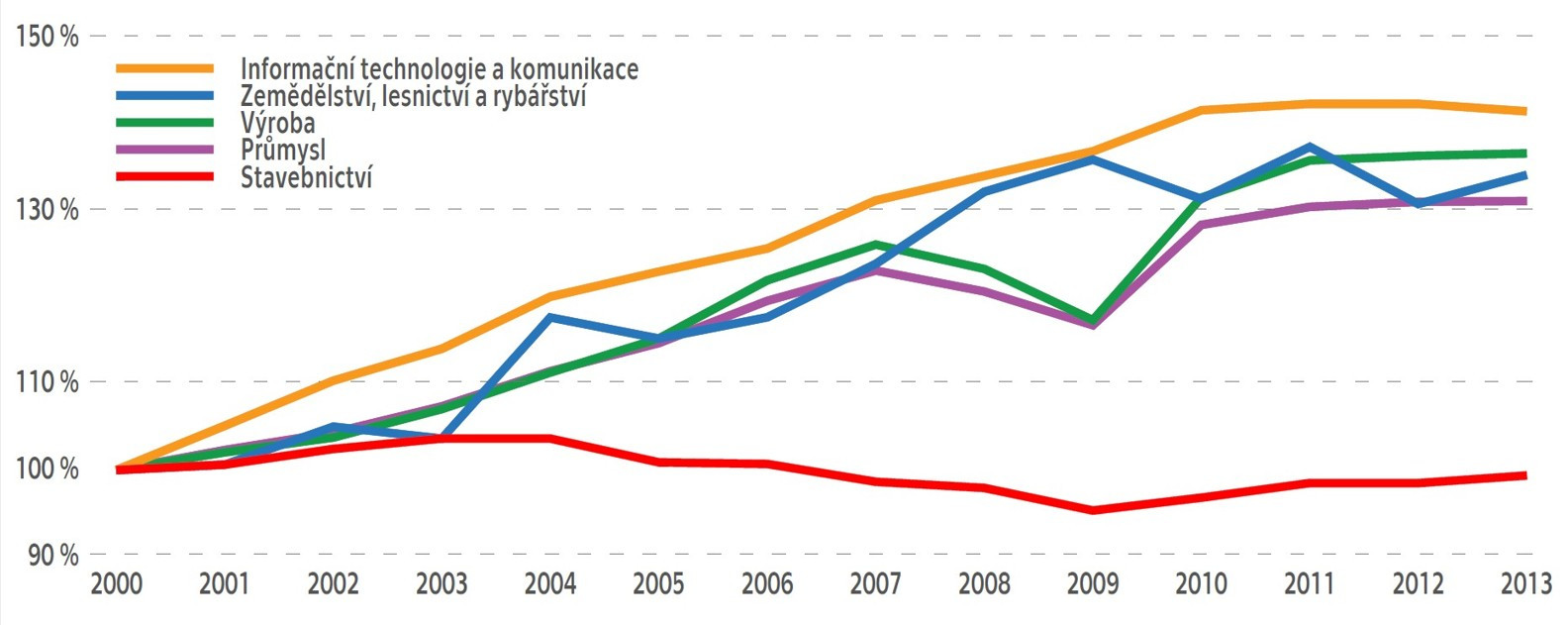
Zvyšující se požadavky na stavby, tlak na cenu a na úspornost nejen výstavby samotné, ale celého životního cyklu staveb s ohledem na trvalou udržitelnost začínají narážet na limity dosud využívaných technologií i způsobů plánování a řízení staveb. Podniky jsou zároveň s tímto tlakem nuceny čelit změnám na trhu práce a nezájmu mladých lidí, kteří před stavebnictvím upřednostňují sektor služeb v čele s IT. Jako jeden z ukazatelů krize stavebnictví lze vnímat fakt, že zatímco v ostatních odvětvích ekonomiky v rámci EU produktivita v posledních desetiletích výrazně vzrostla, ve stavebnictví stagnuje (obr. 1). Stavebnictví tak jako jeden z pilířů hospodářství vyžaduje koncem druhého desetiletí nového milénia zásadní změnu. Touto potřebnou změnou se zdá být přechod na čtvrtou průmyslovou revoluci, která začala po roce 2010 a staví na využití tzv. kyberneticko-fyzikálních systémů a digitalizaci celého životního cyklu výrobků.4 Nutnou podmínkou přechodu stavebnictví na takový systém se jeví digitalizace celého životního cyklu staveb, tj. navrhování, realizace i jejich provozu.
DIGITALIZOVANÉ NAVRHOVÁNÍ STAVEB
Od počátku 80. let 20. století začalo vlivem rozvoje informačních technologií a přejímáním progresivních řešení z jiných oborů, zvláště ze strojírenství, docházet ve stavebnictví k postupnému přechodu ze stávajících ručních způsobů zpracování projektů na systémy využívající počítače. Tato změna nastala nejprve v oblasti návrhu a přípravy staveb, která byla postupně digitalizována masivním rozšířením technologií počítačového navrhování v čele s CAD (počítačem podporované navrhování) a po roce 2002 i nástupem technologie BIM (Building Information Modelling) neboli informačního modelování staveb, což je proces vytváření, užití a správy dat o stavbě během jejího životního cyklu. Jeho výsledkem je komplexní virtuální databáze informací o budově (informační model budovy) obsahující kromě třídimenzionálních geometrických charakteristik také negeometrické informace o fyzikálních, statických, tepelnětechnických, ekonomických i technologických vlastnostech objektů, tj. materiálů, prvků, konstrukcí i celých staveb, v databázi obsažených. Tato technologie při správné aplikaci umožňuje kromě jiného i komplexní multioborové posouzení projektu, eliminaci chyb a účinnou projektovou koordinaci v reálném čase.5 Díky těmto technologiím je drtivá většina budov dnes navrhována na počítačích, tedy je zpracovávána v digitální podobě.
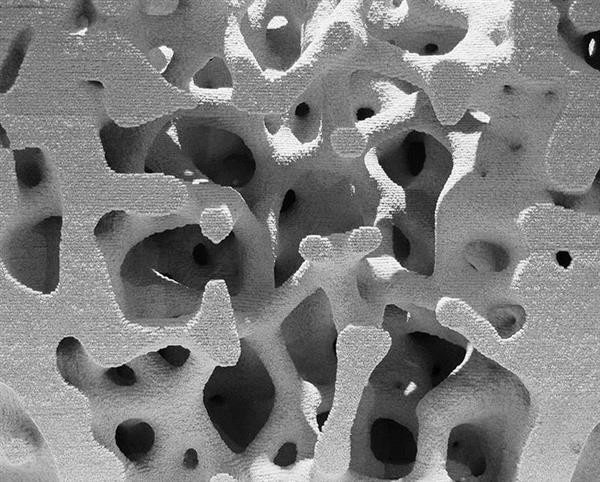
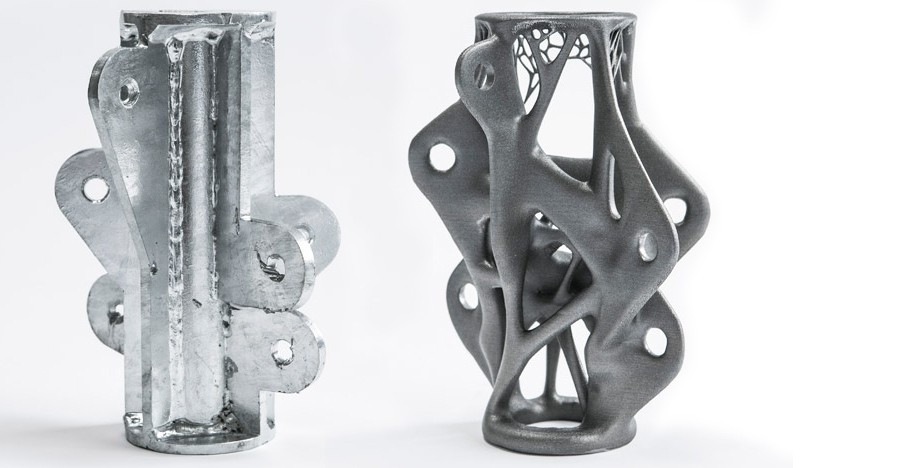
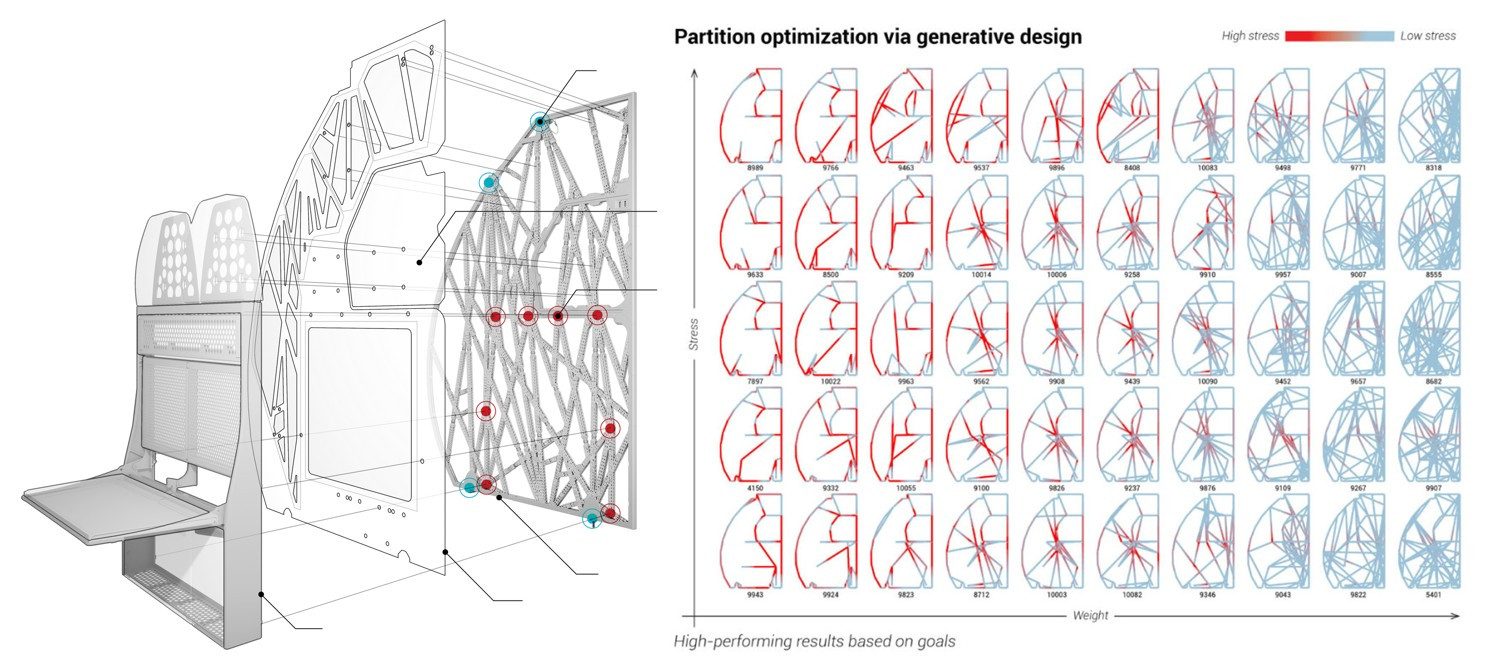
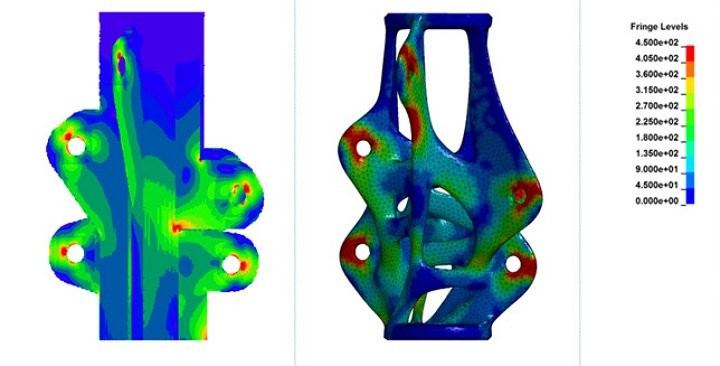
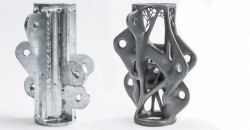
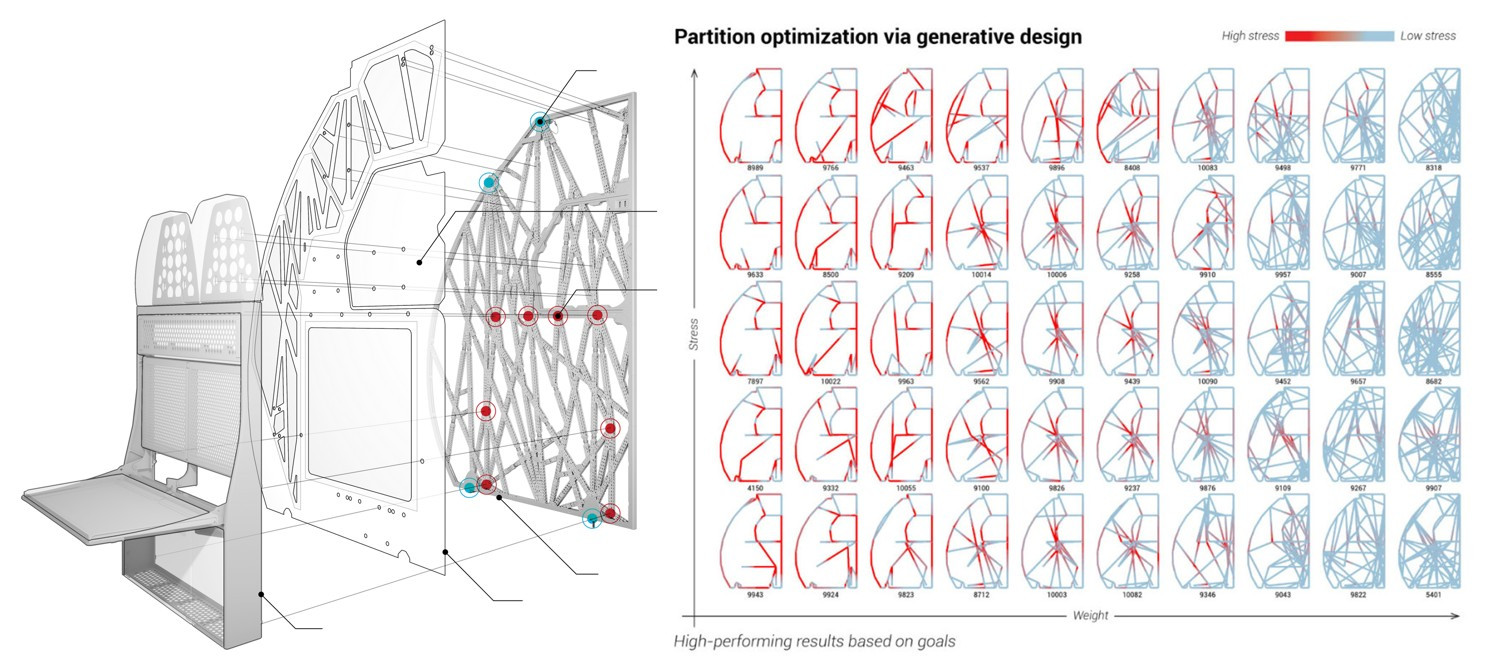
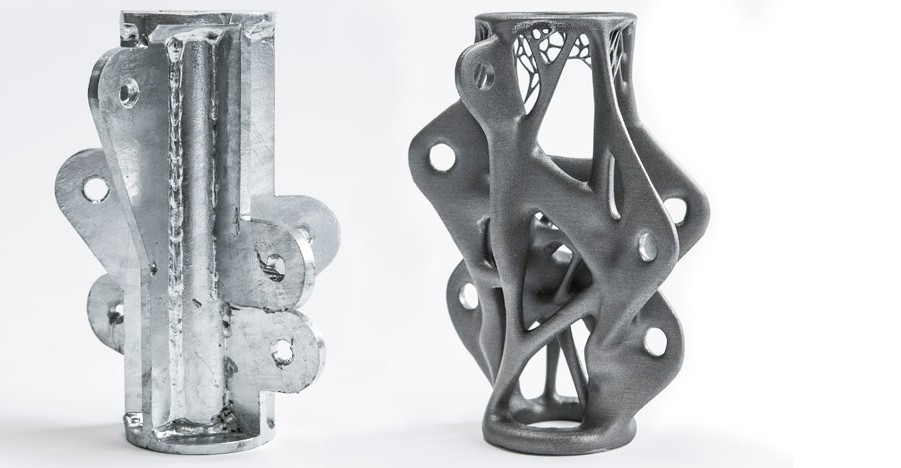
S rozvojem počítačů se vedle BIM začínají objevovat i další novátorské přístupy, které zásadním způsobem mění přístup k návrhu spotřebních výrobků, strojů i staveb. Velmi perspektivními se jeví tzv. parametrické a generativní navrhování. Parametrické navrhování spočívá v tvorbě geometrie počítačem prostřednictvím projektantem sestaveného skriptu s volitelnými parametry, který v sobě uchovává celou historii návrhu a umožňuje výslednou geometrii změnou parametrů kdykoliv modifikovat.6 Ztělesněním parametrického navrhování je stále populárnější architektonický styl „parametrismus“, který může být chápán jako reakce na současnou, na počítačích založenou civilizaci.7 Při generativním navrhování je výsledná forma generována algoritmem na základě okrajových podmínek, fyzikálních parametrů a předem zadaných cílů návrháře jako je cena, hmotnost, konstrukční materiál atd.8 Jedním z cílů tohoto přístupu, napodobujícího přírodní principy evoluce živých organismů, může být tzv. topologická optimalizace, tj. optimalizace vnějšího tvaru i vnitřní struktury průřezu tak, aby byl materiál podobně jako např. v kostech obratlovců maximálně využit. Tvary, které tato technologie generuje, připomínají přírodní organicky tvarované struktury s průřezem vylehčeným miniaturními uzavřenými komůrkami. Zásadním rozdílem oproti dnešnímu způsobu navrhování je skutečnost, že namísto jedné varianty návrhu generuje tato technologie ve výsledku soubor až tisíců funkčních variant. Úlohou projektanta je v tomto případě vhodně sestavit algoritmus, cíle a okrajové podmínky a poté vybrat variantu, která nejlépe vyhovuje cílovým požadavkům. Výhody generativního navrhování lze dobře ilustrovat na společném projektu firem Autodesk a Airbus,9 který měl za cíl vylehčit pro dopravní letadlo A320 palubní přepážku o hmotnosti 65 kg, vyráběnou běžnými strojírenskými technologiemi. V prostředí aplikace pro generativní navrhování Autodesk Dreamcatcher využívající umělou inteligenci a strojové učení byla z výsledného souboru variant s různými statickými charakteristikami a jim odpovídajícími hmotnostmi (obr. 2) vybrána pro výrobu varianta přepážky o hmotnosti 30 kg. Generativní návrh přinesl snížení hmotnosti přepážky o 55 % při současném zlepšení jejích statických vlastností, což ve výsledku znamená masivní úsporu pohonných hmot při provozu dopravního letadla. Protože běžné strojírenské výrobní technologie neumožňují optimalizovaný tvar přepážky vyrobit, bylo využito technologie 3D tisku slinováním (laserovým spékáním) kovového prášku s využitím slitiny, vyvinuté speciálně pro potřeby 3D tisku.
V dopravě hraje kvůli tlaku na úsporu pohonných hmot topologická optimalizace zásadní roli, podobný přístup ale začíná pronikat i do stavebnictví. Zde může vysoká účinnost využití konstrukčních prvků snížit nejen energii na jejich dopravu a zabudování, ale také spotřebu surových neobnovitelných materiálů a energií, vynaložených na jejich výrobu, a být tak klíčovým faktorem pro budoucí splnění nově diskutovaných požadavků na minimalizaci uhlíkové stopy staveb.10
Návrhy budov založené na parametrickém a generativním navrhování se v architektuře objevují již od 80. let 20. století a často vedou k tzv. tvarům volných forem založeným na dvakrát zakřivených plochách. Realizace takových staveb jsou dosud velmi vzácné. U velkých ploch, jako jsou fasády, se využívá metod optimalizace povrchu pomocí rozdělení plochy na panely, zmenšení počtu jejich typů a zjednodušení jejich křivosti.11 Technologie, umožňující tvary volných forem bez zjednodušení ekonomicky převést do fyzické podoby, se teprve začínají rodit12 a realizace se omezují převážně na designové projekty, kde vysoká cena nehraje roli. Řada návrhů je vzhledem k ceně a technologickým omezením přesto nerealizovatelná. V době, kdy je veškerá architektura navrhovaná digitálně, výrobní metody zaostávají a bude tedy nutno vyvinout řešení, která tento nesoulad odstraní. Jedinou cestou, jak digitálně navržené tvary vyrobit ekonomicky, je digitalizace výrobních metod a s ní spojená robotizace stavebnictví.13
DIGITALIZOVANÉ VÝROBNÍ METODY – DIGITÁLNÍ FABRIKACE
V souvislosti s potřebou výroby složitých součástek organických tvarů v leteckém a kosmickém průmyslu a díky rozvoji výpočetní techniky a navazující robotiky se od poloviny 50. let začínají objevovat první příklady výrobních zařízení umožňujících číslicové řízení počítačem (CNC). Digitalizované technologie postupem času vytvořily samostatnou skupinu výrobních metod zvanou digitální fabrikace.14 Tyto pokročilé výrobní nástroje přináší možnost přesné fyzické interpretace virtuálních modelů výrobků (CAD, BIM, mračno bodů), která by byla zvláště u složitých tvarů velmi obtížně realizovatelná ruční výrobou. Fyzická realizace výrobků s přesností danou limity stroje je v digitální fabrikaci možná prostřednictvím digitálních výrobních CNC zařízení s využitím technologie CAM (počítačem podporovaná výroba). CAM prostředí umožňuje v rámci virtuální výrobní přípravy nastavit pracovní dráhy stroje, typy výrobních nástrojů a další parametry ovlivňující proces výroby a optimalizovat tak celý proces s cílem levně eliminovat případné chyby ještě před spuštěním fyzického výrobního procesu. Digitální fabrikace umožňuje přímý vztah mezi digitálním modelem a fyzickým výrobkem, takže není nutná papírová výrobní dokumentace. Technologie digitální fabrikace je možno podle použitého způsobu opracování materiálu rozdělit do několika kategorií:
2D CNC technologie (CNC řezání), subtraktivní technologie (CNC obrábění), formativní technologie (CNC tváření), aditivní technologie / 3D tisk, robotická montáž / robotická skladba, hybridní technologie.
Tento článek je zaměřen na technologii 3D tisku.
3D tiskem nebo též aditivní výrobou se rozumí proces tvorby 3D fyzických objektů z digitálního 3D modelu s využitím aditivního (nanášecího) procesu, kdy je materiál umísťován pouze na místa budoucího objektu. Vše začíná vytvořením virtuálního 3D návrhu objektu, který chceme zhmotnit, a jeho převodem do formátu pro 3D tisk. Model je poté upraven ve speciálním CAM programu zvaném obvykle slicer (plátkovač), který rozřeže 3D model na vodorovné plátky, jež mohou být reprezentovány jako vodorovné řezy virtuálním 3D modelem. Uživatelem zvolená hodnota tloušťky tohoto plátku určuje přesnost reprezentace fyzického modelu oproti virtuálnímu a také celkové množství vrstev nutné pro vytištění objektu, a tím i rychlost tisku. Takto upravený model, doplněný o informace o dalších výrobních nastaveních, je odeslán do výrobního CNC zařízení pro aditivní výrobu, tj. 3D tiskárny, kde je dále zpracován a následně zhmotněn do podoby fyzického 3D objektu. Fyzický objekt je vytvořen postupným pokládáním na sebe navazujících vrstev nebo linií materiálu, odpovídajících slicerem generovaným plátkům. 3D tisk mimo stavebnictví zahrnuje množství různých technologií, jejichž základní dělení lze provést na bázi:
laserové fotopolymerizace tekutin (SLA), laserového slinování prášku (SLS), tavného nanášení (FDM).
Technologie 3D tisku přináší tyto hlavní výhody15:
tvary jsou definovány výhradně virtuálním modelem a složitost tvaru výrobku tedy nemá zásadní vliv na jeho cenu (u některých tvarů omezeno nutností tisku podpůrných konstrukcí), je možno vyrábět vylehčené dílce s vnitřní strukturou, vylehčenou uzavřenými komůrkami, které jinou technologií vyrobit nelze, je možno tisknout mechanicky spojené části, např. okna včetně rámu a pantů, při výrobě nevzniká odpad ve formě odřezků a spadu, je možno kombinovat různé materiály v rámci jednoho výrobku.
Technologie 3D tisku mají oproti klasickým výrobním technologiím, jako je odlévání nebo vakuové vstřikování, a také oproti některým dalším technologiím digitální fabrikace, jako je CNC obrábění kovu, řadu nevýhod, mezi něž patří:
nižší rychlost výroby, nižší kvalita povrchu a nutnost úprav povrchu tištěného výrobku, tzv. postprodukce, horší mechanické vlastnosti tištěných výrobků oproti klasickým výrobním technologiím vlivem nehomogenity materiálu vzniklé jeho vrstvením, vysoká cena výrobků vzhledem k vysoké ceně tiskáren, jejich provozu a ceně tiskového materiálu (zvláště markantní je to u tisku z kovu).
Vznik základních technologií 3D tisku se datuje do konce 80. let, avšak celý obor byl až do roku 2007, kdy vypršely základní patenty, velmi specializovanou záležitostí. Technologie 3D tisku se v současnosti kromě hobby uživatelů a tisku modelů a pomůcek ve školách stala standardem v průmyslu především při tzv. rychlé výrobě prototypů (Rapid prototyping), přičemž v řadě oborů přinesla naprostou revoluci a řádové zkrácení vývoje prototypů součástek, které musely být dříve pracně vytvářeny za pomocí ručně vyráběných modelů.16 Jak ukázal příklad přepážky letadla A320 navržené topologickou optimalizací, technologie začíná být úspěšně využívána i pro přímou výrobu. Dá se očekávat, že se zlevněním a vylepšením technologie 3D tisku se tato technologie bude postupně rozšiřovat do běžné výroby spotřebního zboží, kde umožní díky digitalizaci celého životního cyklu výrobku v rámci výroby tzv. customizaci (individuální úpravu výrobku podle požadavků zákazníka) za cenu výroby sériové. Výhod customizace se začíná využívat i v lékařství při výrobě protéz, implantátů a časem snad i celých orgánů.
3D TISK VE STAVEBNICTVÍ
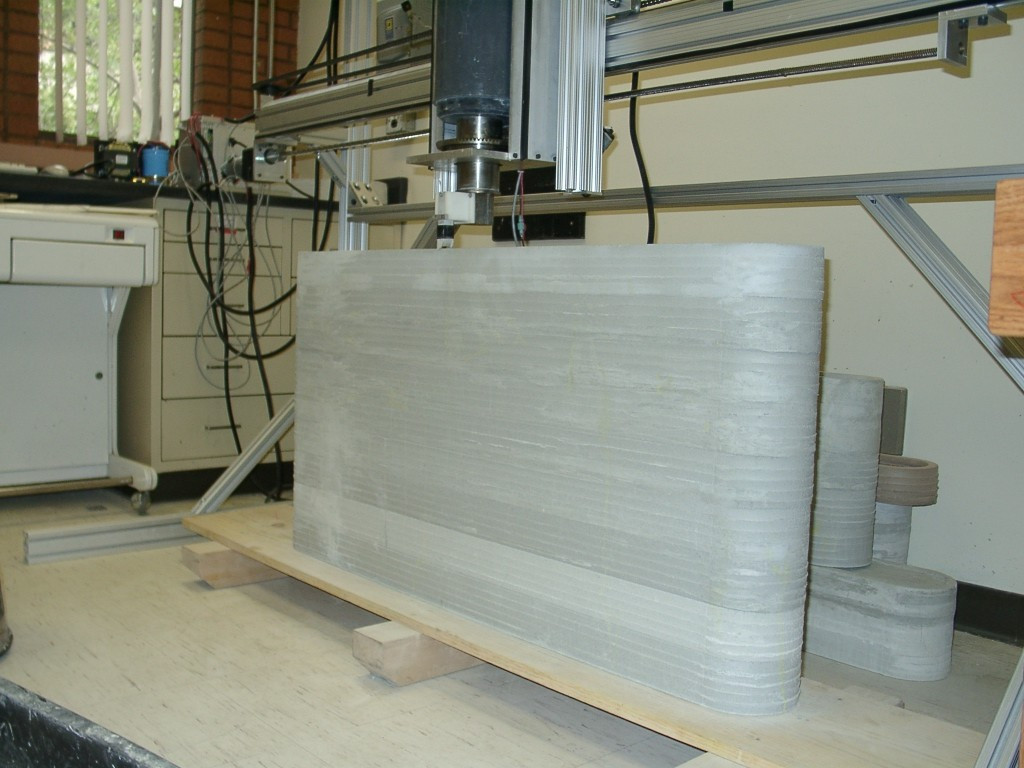
Ve stavebnictví začínají technologie 3D tisku pronikat do řady oblastí, značného rozšíření dosáhly v tisku zmenšených architektonických modelů, objevují se ale již i první příklady využití ve stavební výrobě samotné, a to v kompletačních konstrukcích (tisk topologicky optimalizovaných styčníků fasád, obr. 3 a 4, nebo obkladových a podhledových panelů, příp. příčkovek), v interiérech (tisk atypických svítidel nebo mobiliáře) i v systémech TZB (atypické vodovodní baterie, obr. 5), byť se jedná zatím spíše o experimentální projekty, ekonomicky odůvodnitelné především originalitou designu a průkopnictvím řešení. V oblasti inženýrského stavitelství jde pak o projekty mostů, nejzajímavějším z nich je projekt holandského startupu MX3D, který vyvinul technologii pro 3D tisk z kovu a v letošním roce plánuje vytisknout v Amsterdamu touto patentovanou technologií plně funkční lávku pro pěší.17 Ve světě byla od roku 1997 představena řada projektů aplikujících technologii 3D tisku pro velkoformátový tisk stavebních konstrukcí jak v rámci výroby prefabrikovaných dílců, tak i realizaci in situ s využitím různých přístupů z hlediska tiskových technik, konstrukce tiskáren, oblastí využití i stavební technologie.
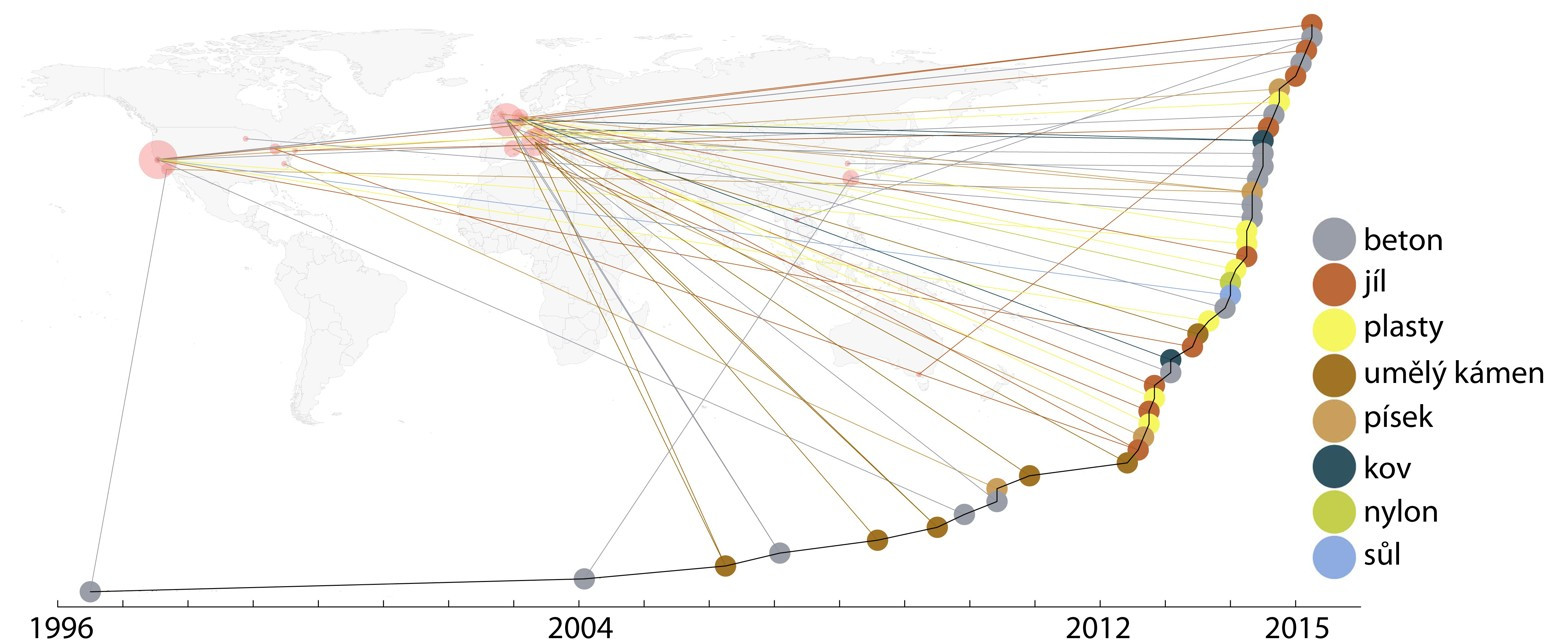
Z grafu na obr. 6 je patrný strmý nárůst počtu projektů 3D tisku ve stavebnictví od roku 2012 a zároveň značná různorodost konceptů z hlediska použitých materiálů. Tento nárůst naznačuje, že se 3D tisk může v blízké době stát velmi perspektivním oborem stavebnictví. Technologie 3D tisku na začátku roku 2018 každopádně není kromě několika málo experimentálních projektů využívána v komerční stavební výrobě. O potenciální perspektivnosti 3D tisku ve stavebnictví nicméně svědčí skutečnost, že jsou do jeho výzkumu a vývoje investovány značné částky. Kalifornská společnost Contour Crafting, založená íránsko-americkým vynálezcem první technologie 3D tisku z materiálu na bázi betonu na světě a autorem řady patentů Behrokhem Khoshnevisem, oznámila v červnu 2017 odprodej 30% podílu firmy rakouskému výrobci bednění Doka s tím, že v roce 2018 začne dodávat na trh tiskárny schopné vytisknout rodinný dům za dva dny.18 Technologii 3D tisku začínají zkoumat i globální stavební dodavatelské firmy jako Skanska, AECOM nebo Vinci ve spolupráci s univerzitami nebo se startupy jako je Winsun, CyBe, Apis-Cor nebo XtreeE. Do sektoru vstupují i výrobci stavebních hmot jako firmy Lafarge, Holcim, BASF nebo DuPont s cílem vyvinout specializované materiály pro 3D tisk. Výhody technologie 3D tisku si začínají uvědomovat i některé vlády. Podle tiskových vyjádření z roku 2016 plánují Spojené arabské emiráty do roku 2030 provádět 25 % budov 3D tiskem.19 Britská Národní strategie pro 3D tisk pak odhaduje, že jen ve stavebnictví by mohl do roku 2025 3D tisk přispět k HDP jednou miliardou dolarů a vytvořit 25 tisíc pracovních míst.20
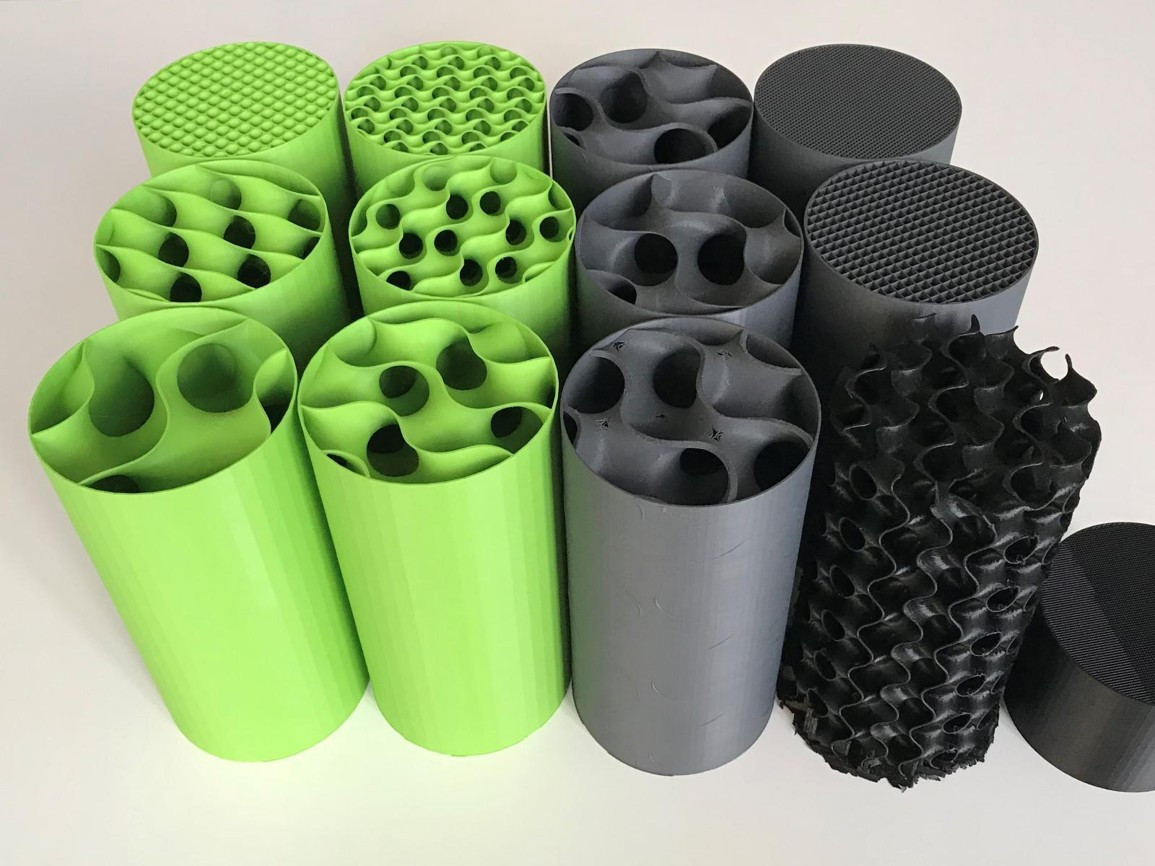
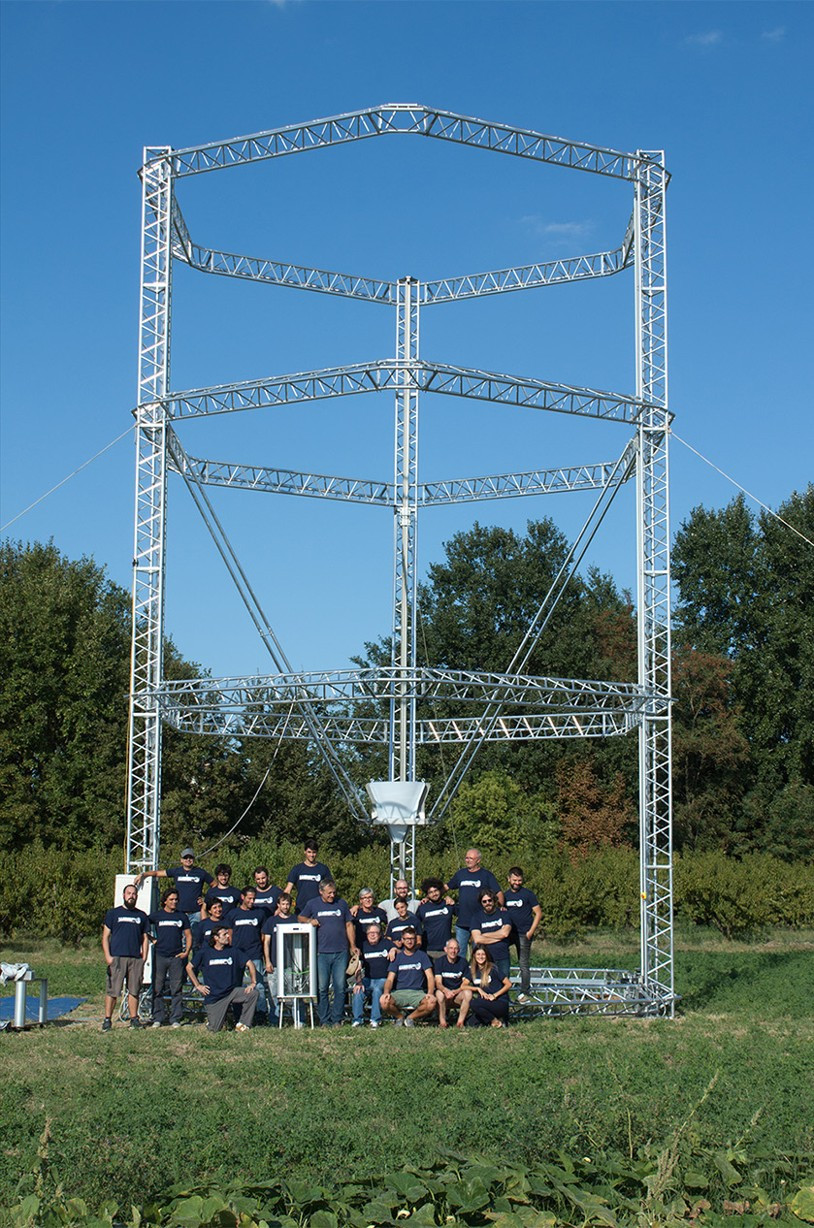
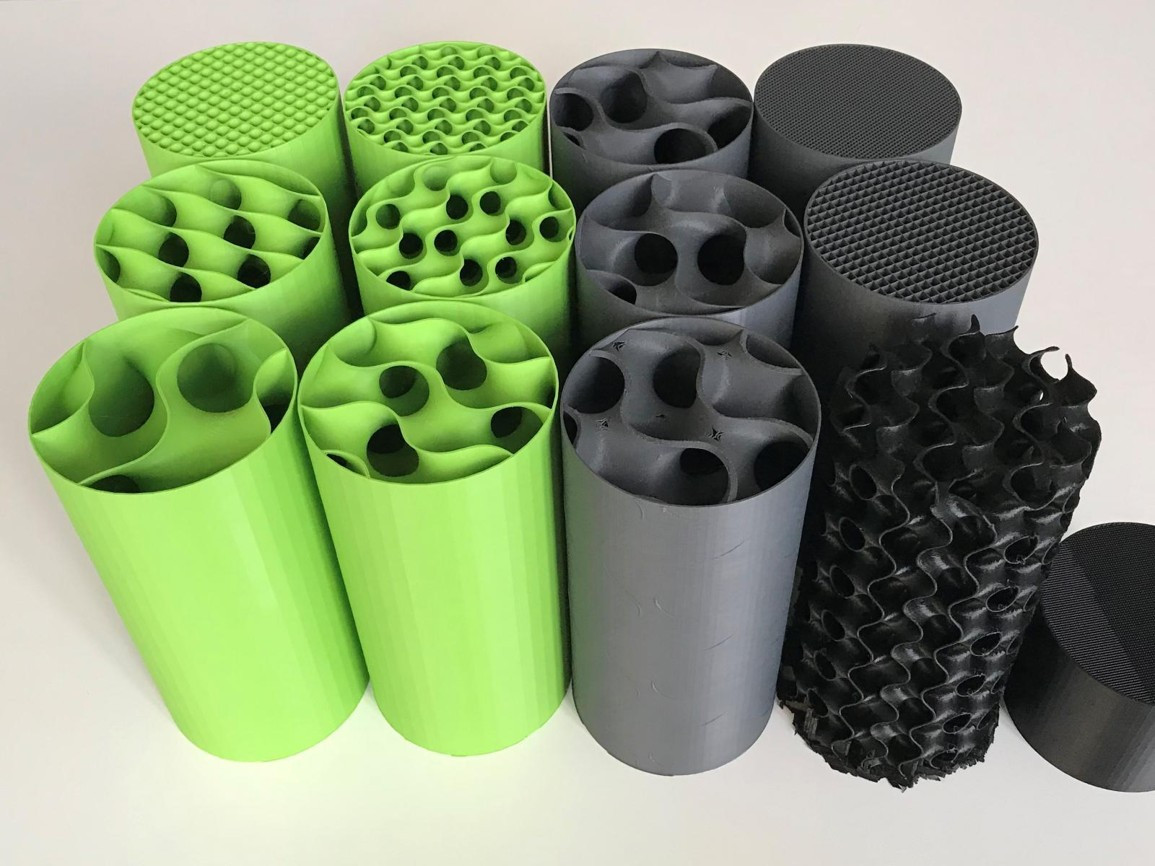
V 3D tiskárnách vyvíjených pro oblast stavebnictví je využíváno široké spektrum materiálů, jejichž použití závisí na tiskové technologii. Existující projekty využívají geopolymery, hlínu, kov, plasty, stavební recyklát a kompozitní materiály často s příměsí umělých nebo skelných vláken. Velmi cenným tuzemským přínosem do světového výzkumu je projekt pod vedením Dr. techn. Ing. Jana Podroužka z Fakulty stavební VUT v Brně využívající geometrii minimálních ploch pro výplňovou strukturu sloupů a umožňující dosáhnout při tisku z kukuřičného plastu velmi slibných statických vlastností (obr. 7).
3D TISK Z CEMENTOVÝCH MALT
Medializované příklady technologií tisku z betonu se z důvodů popularizace dopouštějí technického zjednodušení už v pojmenování použitého materiálu. Technologie 3D tisku mají specifické požadavky na vlastnosti směsi, k nimž mezi jinými patří:
malá velikost maximálního zrna kameniva z důvodu snadného prostupu tryskou (průměr trysky se pohybuje u většiny projektů v řádu maximálně desítek milimetrů, maximální velikost zrna je tedy méně než 4 mm), příp. z důvodu požadavků na vysoké rozlišení tisku, rychlé tuhnutí kvůli schopnosti vrstvy unést bez deformací vrstvu tištěnou nad ní, vysoký obsah příměsí jako je mikrosilika, křemičitý úlet, popílek atd., vysoký obsah přísad jako jsou urychlovače a plastifikátory, nízký vodní součinitel, přidaná vlákna kvůli omezení smršťování.
Díky těmto požadavkům nemůže být hmota pro 3D tisk nazývána betonem, ale spíše cementovým kompozitem, pastou nebo maltou (dále v textu se budeme držet názvu cementová malta).
Pro tisk z cementových malt jsou využívány dvě základní metody: 3D tisk vytlačováním cementové malty a 3D tisk spojováním kameniva.
3D tisk vytlačováním cementové malty
Nejběžnější tisková technologie ve stavebnictví je obdobou nejrozšířenější metody 3D tisku pro plast, tj. tavného nanášení. Jako tiskový materiál může využívat vedle cementových malt také sklo, nepálenou hlínu a různé typy plastů. Metoda spočívá v nanášení provazců tiskového materiálu obvykle v horizontálních vrstvách na podkladní konstrukci. Linie provazců vznikají vytlačováním předem smísené směsi plniva s pojivem a dalšími aditivy z trysky o průřezu v jednotkách desítek mm2v místě požadované tištěné konstrukce. Při tisku touto metodou je zásadní rychlý náběh únosnosti vrstev tak, aby vrstva byla schopna unést sama sebe a také být podporou návazné vrstvě, tištěné v dalším záběru nad ní, a to bez deformací. Tento problém je nejčastěji řešen řízeným urychlováním tuhnutí materiálu, v případě návazné vrstvy pak tento parametr závisí také na časovém intervalu mezi tiskem návazných vrstev, který může být ovlivněn délkou vrstvy samotné, ale také přestávkou mezi tiskem vrstev.21 V případě této technologie nastává problém u konstrukcí se šikmými stěnami, což je u stolního 3D tisku z plastů řešeno tiskem dočasných podpor, které se po vytištění celého výrobku odstraní. U tisku z cementové malty je to nejčastěji řešeno omezením úhlu stěn tištěných konstrukcí, které mohou být bez podpor tištěny svisle nebo přečnělkově ve sklonech od svislice maximálně 45°.22
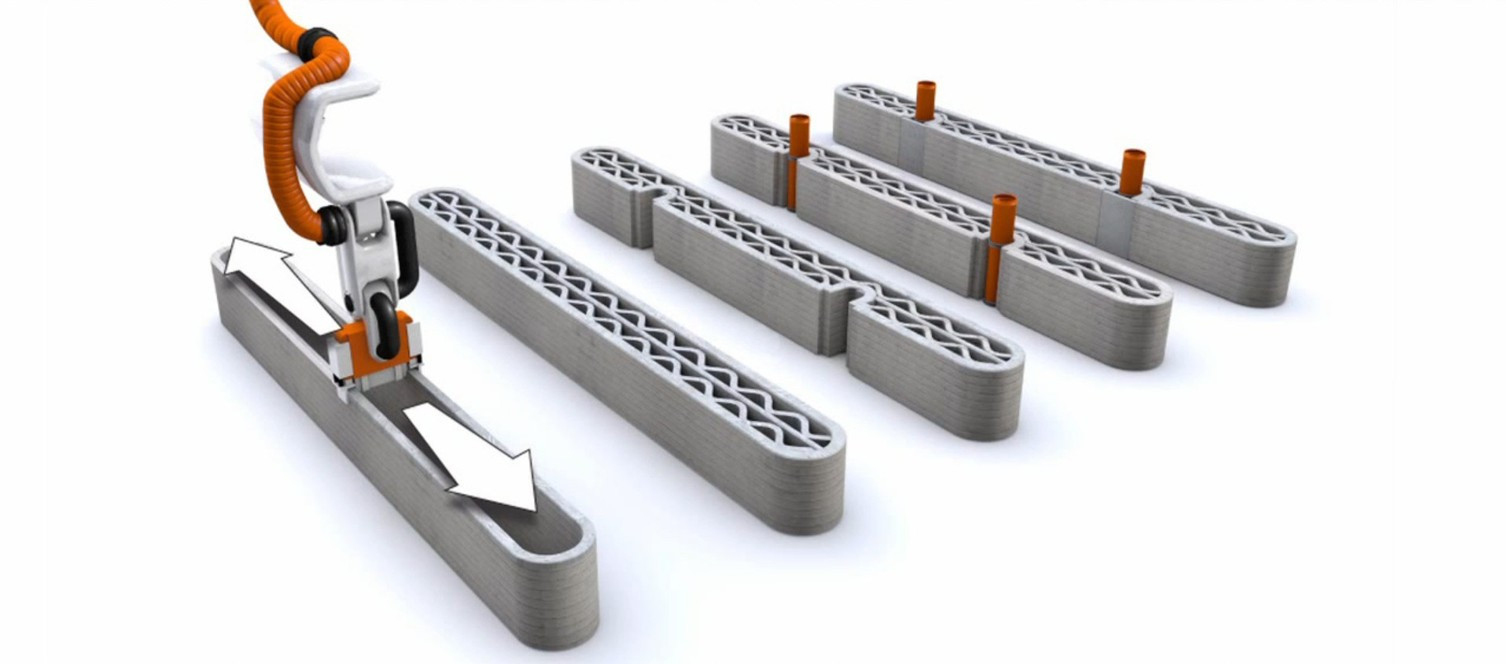
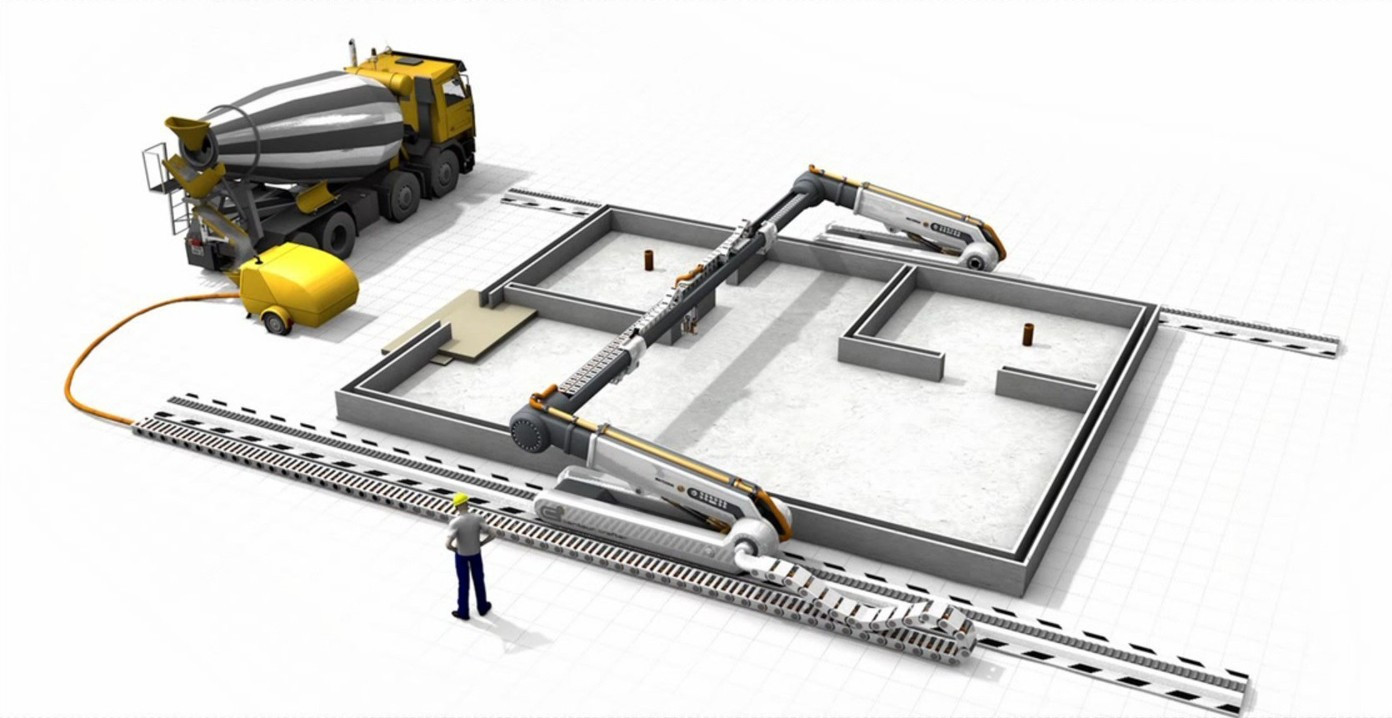
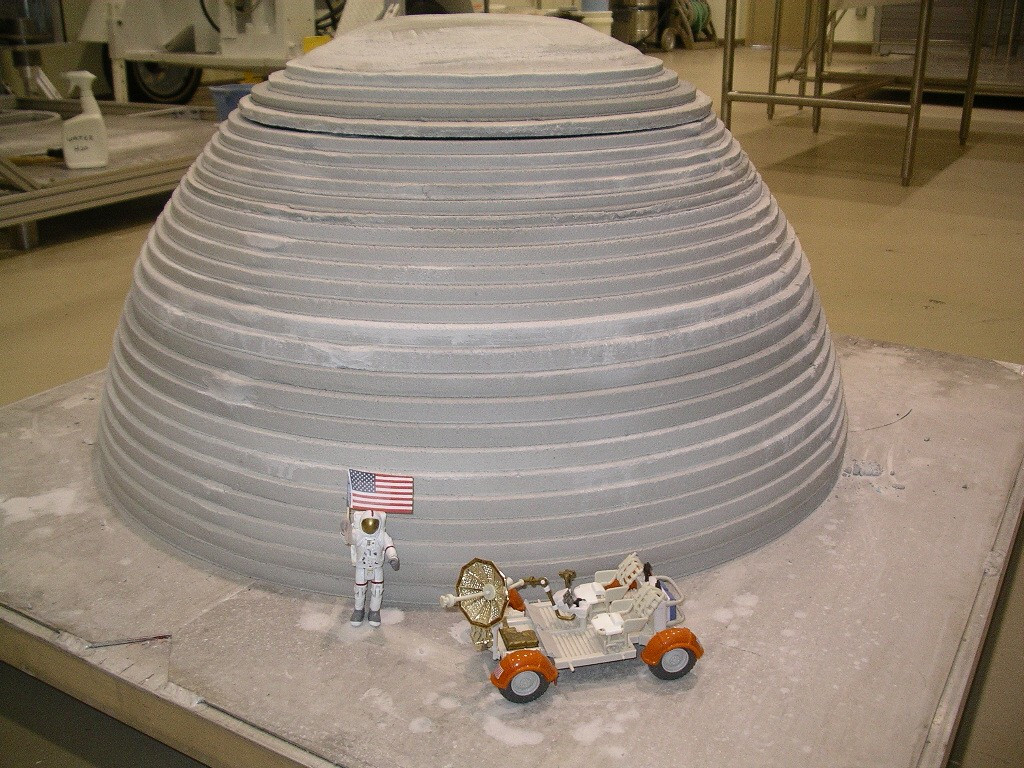
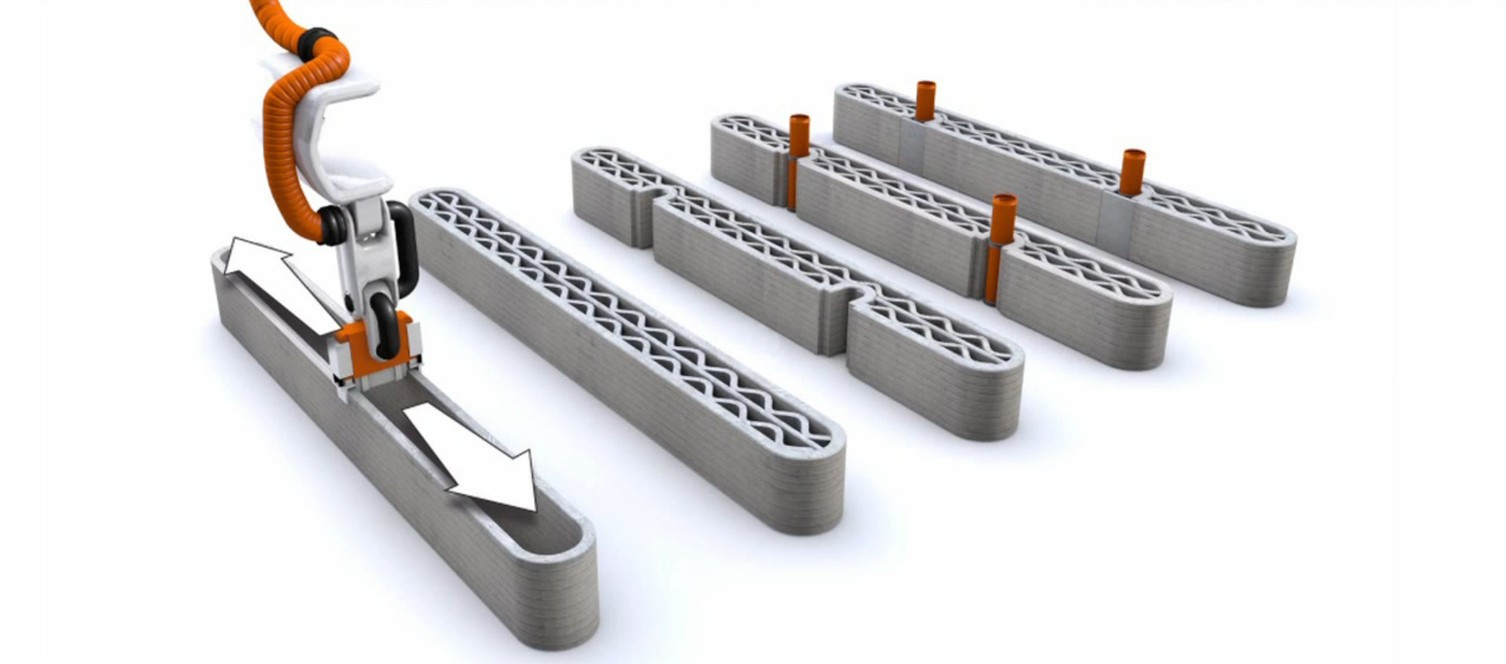
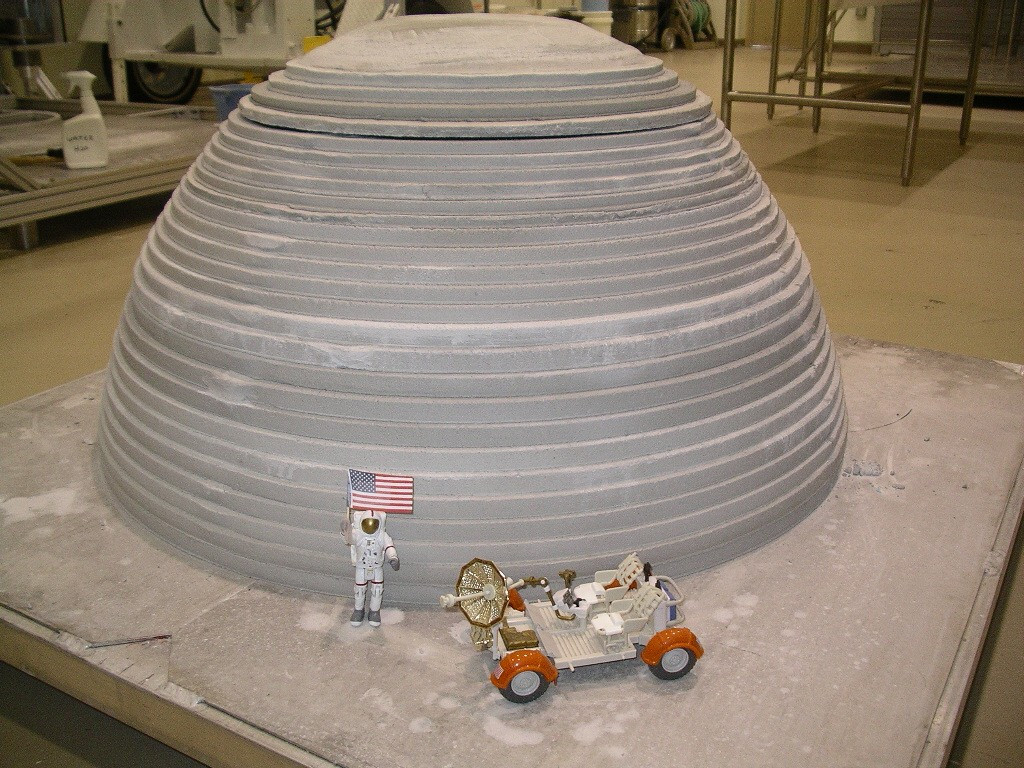
Metody pro vytlačování cementové malty poprvé využil již zmíněný íránsko-americký vynálezce, profesor Jihokalifornské univerzity Behrokh Khoshnevis. Jeho tým na technologii, rozšířené o řadu originálních zlepšení a patentované pod názvem Contour Crafting, pracuje již od roku 1997. Tato technologie, která se stala základem stejnojmenné firmy, je založena na originální tiskové hlavě s třemi tryskami a hladítky, které upravují povrch tištěných konstrukcí, na originálním robotickém portálovém systému, nesoucím tiskovou hlavu a další pracovní nástroje, na originálním konstrukčním systému se základem ve vylehčené konstrukci příhradové stěny a na speciálním tiskovém materiálu na bázi cementové malty (obr. 8 až 11). Součástí je i speciální systém, který s využitím robotické ruky osazuje překlady a ve formě srolované lamelové rohože i stropní konstrukce. Technologie Contour Crafting by podle vizualizací a vyjádření prof. Khoshnevise měla umožňovat i vkládání rozvodů domovních instalací, bližší informace bohužel k datu psaní tohoto článku nejsou k dispozici. Technologie prof. Khoshnevise byla v roce 2011 vybrána v soutěži NASA pro realizaci základen na Měsíci a Marsu (obr. 12).
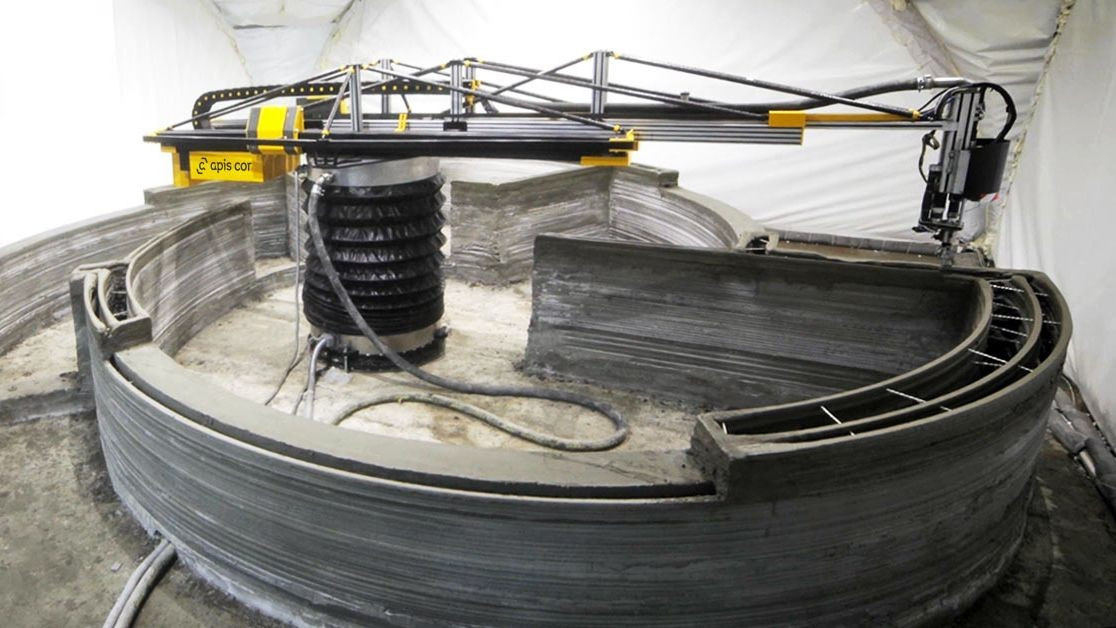
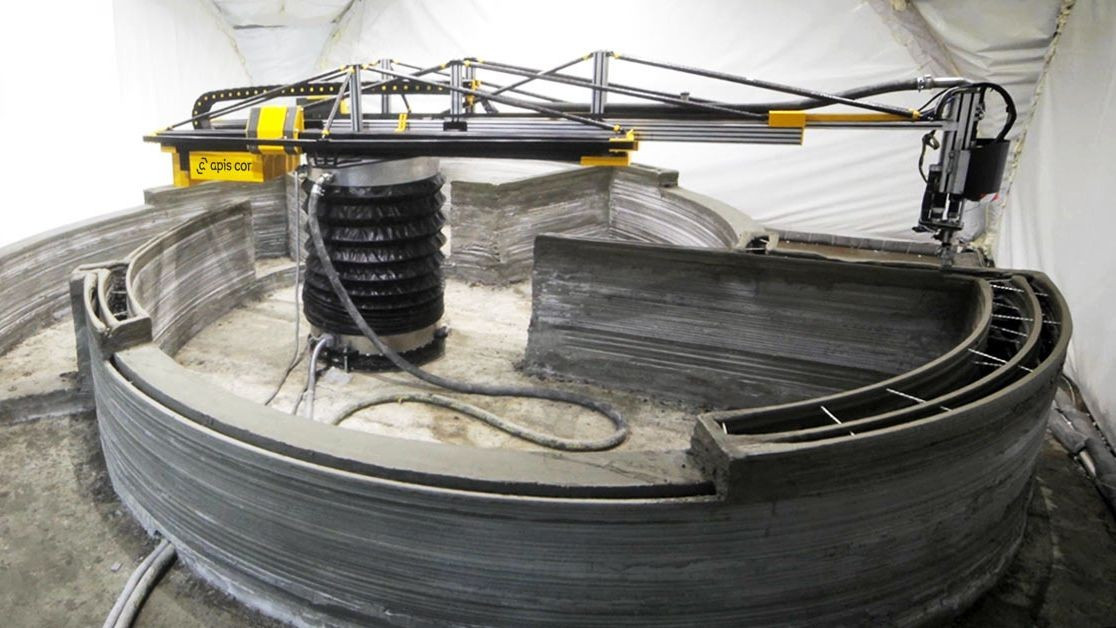
Technologie 3D tisku vytlačováním cementové malty byla od roku 2007 inspirací řadě dalších projektů. Největší medializace se dostalo čínské firmě Winsun, která od roku 2014 realizovala z prefabrikátů, tištěných na tiskárně o údajně stometrovém rozpětí, několik objektů, včetně pětipodlažního bytového domu v Číně (obr. 13 a 14) a kancelářské budovy v Dubaji. Stojí za zmínku, že prof. Khoshnevis v interview v roce 2016 obvinil firmu Wisun z krádeže jím patentované technologie.23 Další projekty, využívající technologii 3D tisku vytlačováním cementové malty, jsou např. projekt britské Loughborough University, rusko-amerického startupu Apis-Cor, Technické univerzity v Eindhovenu (více o projektu lávky pro pěší vytištěné v Technické univerzitě v Eindhovenu v Beton TKS 6/2017 – pozn. red.) a řada dalších.
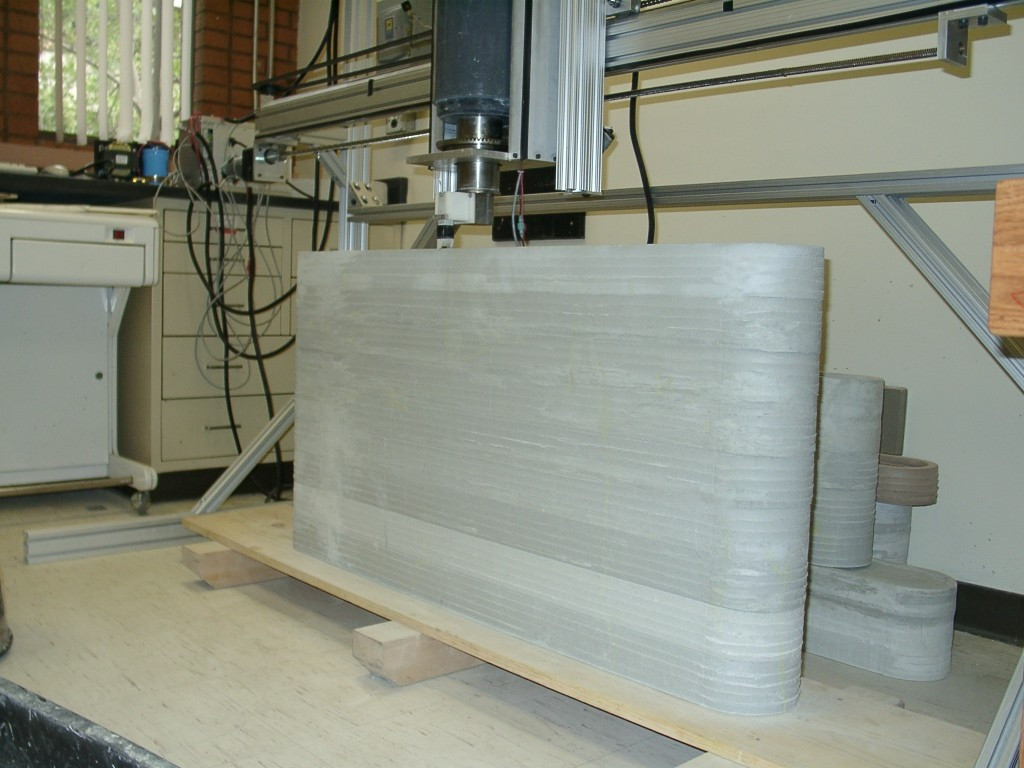
V rámci některých výzkumných projektů byl zkoumán tisk modelů s různou orientací vrstev oproti sobě v horizontální rovině a též tisk v jiných než horizontálních vrstvách (obr. 15).
Mezi výhody technologie patří bezodpadovost, vyšší homogenita materiálu, protože materiál je při tisku ukládán již smísený, a vyšší rychlost tisku oproti jiným technologiím 3D tisku. Např. rusko-americký startup Apis-Cor v březnu 2017 na svých stránkách oznámil, že stěny a příčky přízemního bungalovu o výměře cca 100 m2 lze při použití jeho technologie vytisknout za cca 72 h.24
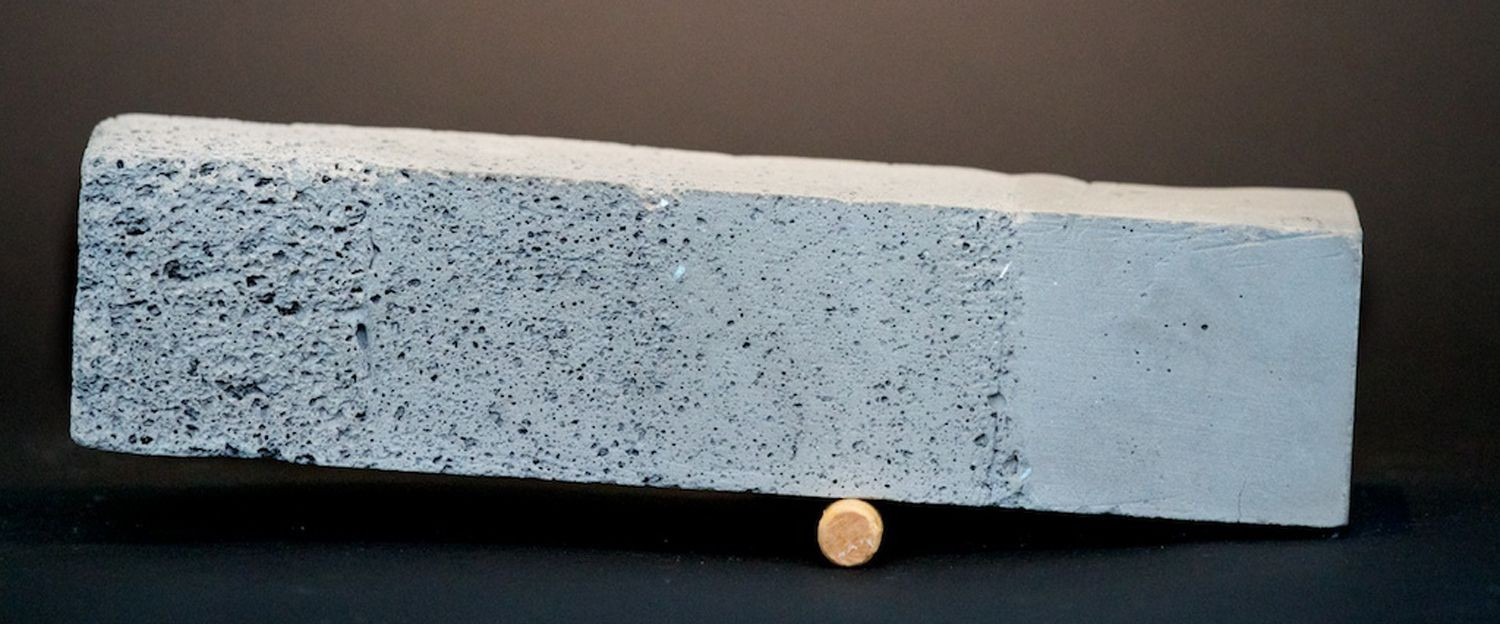
Nevýhodami se může jevit již zmiňované omezení sklonu stěn na cca 45 %, které limituje tvarovou volnost pro architekty, rozlišení tisku v řádu desítek mm a viditelnost vrstev (obr. 16), což u prvků se zvláštními požadavky na povrch vyvolává náklady vlivem dodatečných úprav povrchu dílců. Komplikované statické vyztužování prvků, limitující využití technologie pro ohybem namáhané konstrukce, je řešeno ručním vkládáním výztuže během tisku. Některé výzkumné projekty se snaží tuto skutečnost řešit tím, že využívají 3D tištěnou konstrukci jako ztracené bednění pro klasickou monolitickou betonáž s vloženou výztuží (obr. 17). 3D tištěné ztracené bednění díky tloušťce 3D tištěné obálky řeší minimální krytí výztuže a odstraňuje náklady na bednění a odbednění. Hlavní problém lze kromě obtížnosti dodatečného vyztužování např. vysokých sloupů a zakřivených tvarů spatřovat ve vroubkovaném povrchu takto vyrobené obálky, která nedosahuje kvalit klasicky bedněných prvků. Na principu ztraceného bednění je založen také projekt 3D tištěné sendvičové stěny, vyvíjený na americkém MIT, který spočívá v tisku obálky in situ, složené z dvou stěn z polyuretanu, do níž je ve druhém kroku vložena výztuž a následně je prostor obálky vyplněn monolitickým betonem.25

3D tisk spojováním kameniva
Technologie, která je obdobou technologie laserového slinování prášku, spočívá ve sprejování vrstev plniva (jemnozrnný písek) a tekutého pojiva (cement, příp. polymerní pryskyřice) v prostorově ohraničené tiskové komoře. Byla vyvinuta německou společností Voxeljet (obr. 18) jako stejnojmenná technologie původně pro tisk pískových slévárenských forem a italským vynálezcem Enricem Dinnim jako technologie D‑Shape (obr. 19 a 20). Proces tisku začíná u obou variant nanesením vrstvičky písku v řádu setin až jednotek mm v ploše ohraničené tiskovou komorou. Na každou vrstvu plniva je následně ve druhém kroku nasprejováno tryskou, příp. soustavou až tisíců trysek o průměru desetin milimetrů pojivo v místě polohy budoucí konstrukce (obr. 21). Po nasprejování modelem určených míst v rámci předmětné vrstvy je proces opakován až do doby nasprejování poslední vrstvy. Pojivem nezasažené plnivo je během tuhnutí podporou nadlehlým vrstvám, tato metoda tedy umožňuje téměř neomezenou volnost tvarů. Po vytvrdnutí pojiva je nevyužité plnivo v poslední vrstvě mechanicky odstraněno, nejčastěji odsáto pryč, takže v tiskovém prostoru zůstává pouze finální prvek (obr. 22).

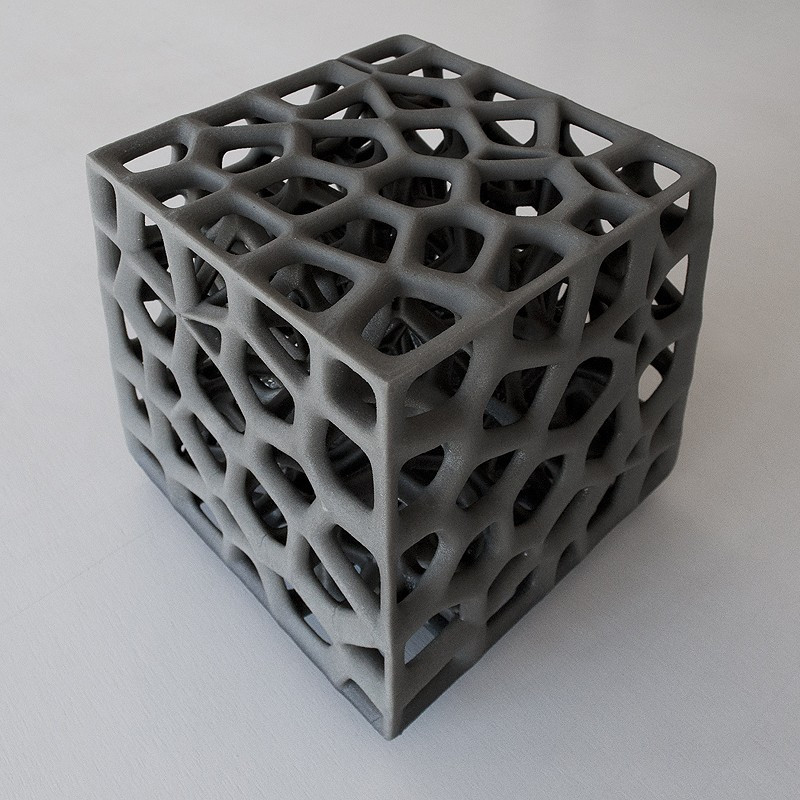
Výhodami technologie je vedle téměř neomezené volnosti tvarů především rozlišení tisku umožňující tisk detailů v řádu až desetin mm a vnitřní struktury s uzavřenými komůrkami (obr. 23). Jak ukazují např. designové projekty kalifornského studia Emerging Objects (obr. 24) nebo německých návrhářů Hansmeyera a Dillenburgera (obr. 25), technologie 3D tisku spojováním prášku přináší dosud nevídané možnosti pro architekty v oblasti realizace digitálních návrhů, vytvářených pomocí parametrického nebo generativního navrhování, které vedou ke složitým 3D geometriím.
Se schopností vysokého rozlišení této tiskové technologie, vycházející z malé výšky vrstev, však souvisí její nižší rychlost. Kvůli potřebě ohraničeného tiskového prostoru pro nanášení vrstev plniva, tj. tiskové komory, je omezena velikost prvků i použití in situ a po ukončení tisku vyvstává nutnost ručně odstraňovat pojivem nezasažený materiál z prostoru tiskové komory. Je potřeba brát v potaz také nehomogenitu materiálu vzniklou tím, že pojivo není při sprejování dokonale smíseno s plnivem, což má vliv na mechanické vlastnosti tištěných prvků. Stejně jako u první technologie je výzvou komplikované statické vyztužení, které je u této metody v některých případech řešeno dodatečným vložením předpínacích prvků.
Zajímavým hybridem, snažícím se spojit výhody dvou výše popsaných technologií, je řešení vyvinuté francouzskou společností XTreeE (obr. 26 a 27). Tato technologie spočívá ve vytlačování cementové malty do tiskové komory, která je během tisku ručně vyplňována pískem do úrovně vytištěné vrstvy. Písek funguje podobně jako u 3D tisku spojováním prášku jako podpora vytištěným vrstvám a po dokončení tisku je odstraněn.

KONSTRUKČNÍ ŘEŠENÍ TISKÁREN
3D tiskárny se skládají z tiskové hlavy se zabudovanou tryskou, která je nesena konstrukcí tiskárny a která se skládá z pohyblivých členů a pohonných jednotek. Jejich uspořádání určuje geometrii tiskového prostoru, a tím i maximální rozměry dílce tisknutelné z jedné pozice tiskárny. Tiskový prostor je určen koncovým referenčním bodem trysky při využití všech pohybových možností dané struktury. Ve stavebnictví se lze setkat se třemi základními druhy konstrukčního řešení tiskáren, určujícími geometrii pracovního prostoru.
Rámové 3D tiskárny
Pohyb tiskové hlavy je zajištěn konstrukcí ve formě rámové stolice (portálu) (obr. 28) nebo tzv. delta konstrukce (obr. 29). Tiskový prostor u rámových tiskáren vychází z karteziánského pohybu tří os a má tvar kvádru. V případě delta konstrukce, která je založena na třech svislých osách osazených do půdorysu rovnostranného trojúhelníku, má tiskový prostor tvaru polokoule. Mezi výhody rámového konstrukčního uspořádání patří nosnost konstrukce a tedy i schopnost unést těžší tiskovou hlavu. Přesnost tisku rámových tiskáren je dána výrobním nastavením (velikost nejmenšího posunu krokového motoru) a tím, že je tisk celého prvku možný v jedné poloze stroje. U rámových tiskáren o výšce přes několik podlaží přichází v úvahu možnost realizovat i více podlaží za sebou. Velikost tiskového prostoru rámové konstrukce je dána výrobními rozměry tiskárny a v případě in situ konstrukcí obvykle omezuje použití u horizontálně a vertikálně orientovaných pozemních staveb a liniových staveb. V případě větších rozměrů tiskového prostoru, a tedy i tiskárny značně narůstá její cena, v případě tisku in situ je potřeba zahrnout i náklady na dopravu a tiskárny se stávají z hlediska vynaložených investic reálné spíše pro kapitálově silné výrobní firmy. Rámové řešení s třemi stupni volnosti a menší univerzálnost koncovky s tiskovou hlavou omezují tisk v jiném než horizontálním směru. Při velkých rozměrech tiskového prostoru je použití in situ omezeno topografií pozemku, neboť tiskárny jsou méně vhodné pro použití ve členitém terénu. Rámová konstrukce s uložením na dvou místech umožňuje rozšíření tiskového prostoru a mobilitu tiskárny ve formě kolejové dráhy, podobně jako u portálových jeřábů, což vyžaduje vodorovný povrch bez překážek pro založení pojezdové dráhy. Rámové tiskárny nejsou kvůli svým rozměrům vhodné pro umístění uvnitř objektu. Tyto faktory předurčují rámové tiskárny spíše pro stacionární použití pro provádění základů, svislých nosných konstrukcí a příček méně rozsáhlých objektů in situ, ideálními jsou pro výrobu prefabrikátů ve výrobních halách.

3D tiskárny s robotickou rukou
Pohyb tiskové hlavy je řešen formou robotické ruky na bázi komerčního průmyslového robota (obr. 30) s obvykle šesti stupni volnosti (osami otáčení). Tiskový prostor je dán zakřivenou 3D plochou o rozměrech daných délkou článků ruky a úhlem pootočení v kloubech. Oblast využití lze spatřovat v tisku svislých nosných konstrukcí in situ, prefabrikátů, mobiliáře, kompletačních konstrukcí a v dokončovacích pracích. Výhodné je využití u staveb, kde je tiskový prostor omezen, neboť tento typ tiskáren umožňuje tisk jen z jedné strany (např. tisk jednostranného ztraceného bednění v tunelech, u pažicích stěn atd).
Výhodou tiskáren s robotickou rukou jsou menší rozměry, hmotnost i cena. Díky těmto vlastnostem se jeví vhodnější pro práce uvnitř budov, tedy zvláště pro dokončovací práce, příp. díky možnému bodovému založení je vhodné použít je na místech prostorově limitovaných, např. v členitém terénu či na členitém staveništi. Nižší hmotnost a rozměry též snižují náklady na dopravu a také na zprovoznění na staveništi. Průmyslové roboty jako univerzální zařízení umožňují při osazení jinou koncovkou snadnou konverzi z tiskárny na CNC frézu nebo na robotickou ruku pro manipulaci s předměty s pomocí chapadla či přísavky. Více stupňů volnosti oproti rámovému řešení umožňuje větší variabilitu ve způsobu tisku a dovoluje jiný způsob rozdělení modelu na vrstvy s možností tisknout i vertikálně či v prostorových křivkách.
Nevýhodou se může jevit menší tiskový prostor oproti rámovým tiskárnám, to je ale vyváženo snadnou možností osazení na mobilní podvozek nebo na kolejovou dráhu, s jejichž pomocí se tiskový prostor zvětší na v podstatě neomezenou velikost.
K tiskárnám s robotickou rukou je možno zařadit i originální konstrukci firmy Apis-Cor, kde nese tiskovou hlavu hybridní konstrukce kombinující výsuvný otočný sloup s výsuvným výložníkem (obr. 31). Toto řešení o třech stupních volnosti vytváří tiskový prostor ve tvaru válce, který umožňuje maximální využití u kruhových, příp. mnohoúhelníkových staveb.
Mobilní 3D tiskárny
Tyto tiskárny nejsou pevně spojeny se zemí a jsou schopny přesunu během tisku, příp. mezi tiskovými stanovišti. Mobilní tiskárny existují v originálním provedení, ale objevují se i řešení založená na robotické ruce uložené na pásový podvozek, příp. kolejnici. Mobilita pak může být kombinována se stacionární polohou tím, že je podvozek použit pouze pro přejezd mezi záběry, v nichž robot pracuje pevně polohově fixován, tedy jako stacionární. Přesnost tisku mobilních tiskáren je ovlivněna změnou polohy pracovních pozic stroje a je součtem přesnosti výroby robota a přesnosti polohovacího systému, určujícího koordinaci mezi pracovními pozicemi. Velikost tištěných prvků je u mobilních 3D tiskáren omezena jen mobilitou přívodního systému materiálu a napájení, doplněním řídící jednotky lze navíc zvýšit autonomii robotické tiskárny pro samostatné úkoly.
Výhodou mobilního řešení jsou v případě menších zařízení nižší pořizovací náklady na robota, nižší hmotnost, a tím i nižší přepravní náklady. Mobilní roboty lze způsobem pohybu nebo pracovními nástroji specializovat na provádění různých druhů konstrukcí nebo procesů i jejich částí a lze s výhodou kombinovat jejich využití na jednom úseku. Za účelem zvýšení produktivity se jeví výhodné sestavit více tiskových robotů do rojů o větším počtu zařízení, je ovšem nutno vyřešit jejich prostorovou i technologickou koordinaci. Mobilní tiskárny omezuje zajištění přívodu materiálu a také nízká nosnost limitující velikost tiskové hlavy. Využití mobilních tiskáren se dá očekávat s výhodou pro práce uvnitř budov při tisku kompletačních konstrukcí a při dokončovacích pracích. Mobilní tiskárny, příp. roje tiskáren mohou efektivně tisknout rozměrově neomezené objekty např. v inženýrském stavitelství.
Průkopnickým řešením plně mobilních robotů je projekt univerzity IAAC v Barceloně s názvem Minibuilders (obr. 32), využívající tři různé druhy originálních minirobotů. První má pásový podvozek a je určen pro založení konstrukce. Druhý je založen na čelisťovém podvozku, který pojíždí po již vytvořené stěně. Poslední robot využívá principu podtlakové přísavky a umožňuje vertikální pohyb po vytištěné stěně. Možnosti 3D tisku touto technologií byly úspěšně prezentovány na tisku experimentální konstrukce, o pokračování projektu nejsou bohužel k datu psaní článku žádné dostupné informace.

OMEZENÍ STÁVAJÍCÍ TECHNOLOGIE 3D TISKU V OBLASTI BETONOVÝCH KONSTRUKCÍ A NÁSTIN MOŽNÝCH ŘEŠENÍ
Technologie 3D tisku z cementových malt procházejí v posledních cca 20 letech bouřlivým vývojem. Přes tento vývoj nejsou začátkem roku 2018 schopny ekonomicky konkurovat monolitické betonáži do bednění, vyrobeného jinými metodami digitální fabrikace zvláště u pohledových a ohybem či tahem namáhaných nosných prvků. Ke změně této situace a rozšíření 3D tisku do běžné stavební výroby bude nutno vyřešit řadu praktických výzkumných problémů. Řešením statického vyztužování se zdá být např. na Technické univerzitě v Eindhovenu využívané vkládání předpínacích lan do tištěných prefabrikátů.26 U konstrukcí in situ by mohlo být řešením doplnění tiskárny o zařízení pro automatizované dodatečné vkládání výztuže např. nastřelováním.27 Nehomogenita materiálu je řešitelná vřazením technologie pro zhutňování do procesu tisku, příp. propojením vrstev dodatečně vloženou výztuží. Kvalita povrchu je řešitelná jeho dodatečnou úpravou jinou technologií, jako je CNC tváření nebo CNC obrábění, u něhož se ovšem ztrácí vznikem odpadu z obrábění výhoda bezodpadovosti technologie 3D tisku. Možným řešením je též nástřik, omítání, příp. obklad konstrukce, což ale snižuje ekonomickou výhodnost oproti konstrukcím bez nutnosti povrchové úpravy. Úpravy povrchu bude nutno řešit i s ohledem na odolnost konstrukcí vůči pronikání vody a na zvýšení odolnosti proti klimatickým vlivům, tj. zvýšení trvanlivosti konstrukcí.
Omezení sklonu stěn šikmých konstrukcí u 3D tisku vytlačováním se zdá být řešitelné souběžným tiskem dočasných podpor, toto řešení ovšem přináší vícenáklady na materiál pro podpory a jejich odstranění. Cena materiálu pro 3D tisk z cementových malt souvisí s obsahem aditiv a také s malou frakcí kameniva nutnou pro průchod tiskovou hlavou. Zde lze možné řešení spatřovat v použití jemně mletého betonového recyklátu jako plniva, přičemž je ovšem nutno vyřešit tuhost a nasákavost takového kompozitu. Vkládání rozvodů instalací může být řešeno tiskem stěn se svislými drážkami, příp. současným vkládáním vodorovného instalačního potrubí během tisku konstrukcí. Omezení použití tiskáren in situ klimatickými vlivy je, podobně jako při monolitické betonáži, možno řešit pokročilými kontrolními systémy propojenými s klimatickými senzory a zajišťujícími omezení provozu v době nepříznivých podmínek. Případné dočasné zastřešení tiskového prostoru tyto vlivy může také značně eliminovat, je ale omezeno rozměry tiskárny i charakterem situace stavby a zvyšuje náklady na zařízení staveniště. Oblastmi, které na nástup technologií 3D tisku zatím nedokázaly reagovat, je zkušebnictví, standardizace a certifikace 3D tištěných konstrukcí. Zdá se, že ve zkušebnictví nevystačíme u 3D tisku se stávajícími metodami, jako je např. zkouška konzistence betonové směsi testem na Vicatově přístroji, a bude nutno vyvinout zkušební metody zcela nové. Pro návrh 3D tištěných konstrukcí zatím neexistují normy ani ve světě, potřebné např. pro statický či tepelnětechnický návrh a posouzení. Lze však předpokládat, že zodpovědné orgány státní správy budou v blízké době hledat řešení.
PERSPEKTIVNÍ SMĚRY VÝVOJE A BUDOUCNOST TECHNOLOGIE 3D TISKU VE STAVEBNICTVÍ
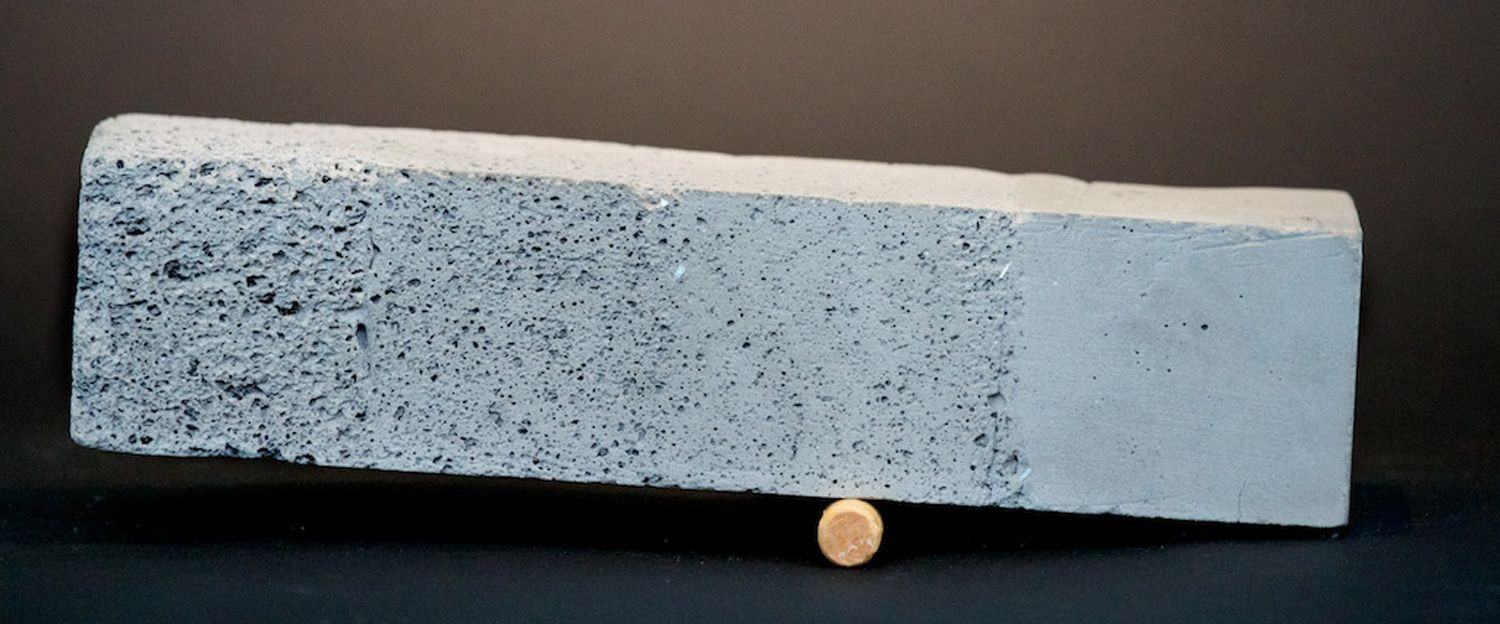
V oblasti technologie 3D tisku betonových konstrukcí je zásadní vyřešit možnost realizace prvků namáhaných tahem a ohybem. Výzkumnou výzvou bude bezpochyby též dosažení vysoké rychlosti tisku při současném dosažení vysoké kvality povrchu. Perspektivní se jeví tisk svislých nosných konstrukcí ve formě sendvičové konstrukce se zabudovanou tepelnou izolací a finální povrchovou úpravou, ať už jako prefabrikát, nebo in situ.28 Velmi široké výzkumné možnosti se skrývají ve vývoji pokročilých materiálů pro 3D tisk v čele s kompozity. Uvažuje se o využití tzv. funkčně gradovaných materiálů (FGM) umožňujících ve spojení s technologií 3D tisku volitelné prostorové rozmístění materiálu uvnitř prvků tak, aby např. ve staticky namáhaných místech byl uložen materiál se zlepšenými pevnostně-tuhostními charakteristikami a jinde v prvku např. materiál tepelněizolační (obr. 33). Velmi slibnou oblastí je také využití recyklovaných materiálů, které mohou ve spojení s 3D tiskem zásadně přispět k úspoře surovin i energií. Budoucností se zdá být spojení 3D tisku s tzv. 4D materiály,29 tj. materiály s vlastnostmi měnícími se v závislosti na změně okrajových podmínek (např. čas, teplota, napětí, dynamické účinky atd.), příp. digitálními materiály, které mají umožnit uživatelské naprogramování funkčních vlastností. V oblasti návrhu strojního zařízení je možno vidět velký prostor pro vývoj specializovaných tiskových robotů, vycházejících konstrukčním řešením ze specifické povahy stavební výroby, tj. nutnosti přesunu mezi podlažími a záběry, schopnosti pracovat ve složitém prostředí staveniště i v podmínkách měnících se klimatických vlivů.
Na trhu je začátkem roku 2018 k dispozici několik druhů 3D tiskáren pro stavebnictví, jejich využití je nicméně dosud technicky i ekonomicky velmi omezené. Cena na trhu nabízených stavebních 3D tiskáren se nyní pohybuje u rámových řešení mezi 10 a 40 miliony Kč, rozměrově omezená tiskárna s průmyslovým robotem bez mobilního podvozku začíná na ceně okolo jednoho milionu Kč,30 což činí realizaci budov technologií 3D tisku zatím ekonomicky nekonkurenceschopnou. Zásadní bude tedy zlevnění tiskáren i materiálů s cílem snížit cenu 3D tištěných konstrukcí na úroveň běžných technologií.
Možnosti výše popsaných technologií 3D tisku jsou velmi široké. Potenciál autor předpokládá ve dvou základních směrech podle způsobu návrhu konstrukčního systému staveb.
POTENCIÁL 3D TISKU PRO STAVBY S KONVENČNÍM KONSTRUKČNÍM SYSTÉMEM
Stavby s konvenčním konstrukčním systémem jsou navrženy běžnými způsoby, jež vycházejí z výroby běžnou stavební technologií, založenou na industrializované typizaci stavebních dílců. Jejich převážně pravoúhlé architektonické tvarosloví a prostorová skladba jsou navrženy za účelem maximální skladebnosti prostoru. Mají převážně svislé nosné konstrukce a vodorovné stropní konstrukce, materiál v konstrukčních prvcích není díky typizaci plně využit. Potenciál ve spojení s výrobou 3D tiskem vyplývá u tohoto typu staveb především z automatizace technologie, a tedy snížení podílu lidské práce. To by mělo znamenat úsporu nákladů, času a materiálu při současném zvýšení kvality, bezpečnosti a efektivity výroby. Přínosem by měla být také možnost výroby cenově dostupných atypických prefabrikátů jako doplněk stávajícímu výrobnímu sortimentu.
POTENCIÁL 3D TISKU PRO STAVBY S KONSTRUKČNÍM SYSTÉMEM PŘIZPŮSOBENÝM 3D TISKU
Stavby s konstrukčním systémem přizpůsobeným 3D tisku jsou navrženy s cílem počítačově optimalizovat tvar i vnitřní strukturu konstrukcí a dosáhnout maximálního využití materiálu a energie na jejich výstavbu a provoz. Mizí rozdíl mezi svislými a vodorovnými nosnými konstrukcemi, architektonické tvarosloví je založeno na volných formách a organických tvarech inspirovaných přírodou. Návrh konstrukcí počítá při realizaci s téměř neomezenými možnostmi 3D tisku a pokročilých materiálů a umožňuje komplexní algoritmickou optimalizaci budov ve všech oborech stavebního projektování. Technologie 3D tisku by tak v budoucnu mohly umožnit plně automatizovanou výstavbu inteligentních budov s vestavěnými systémy sdružujícími architekturu, statiku, stavební fyziku i domovní techniku, umožňujícími průběžné monitorování a změny uspořádání i funkčnosti budov a konstrukcí podle požadavků uživatelů. Kromě pozemského využití začíná být technologie 3D tisku již cca 15 let intenzivním předmětem výzkumu vesmírných agentur NASA i ESA. Předpokládá, že výstavba základen na Měsíci i Marsu, klíčová pro potenciální budoucí osidlování těchto planet, bude probíhat roboticky před příletem lidské posádky právě s pomocí 3D tisku.31 32
ZÁVĚR
Technologie 3D tisku se jeví být i přes v článku popsané nedostatky velmi perspektivní oblastí stavební technologie, která má potenciál napomoci nutné digitalizaci stavební výroby a umožnit tak neomezenou realizaci počítačem optimalizovaných návrhů budov. Ve výzkumu a vývoji technologií 3D tisku ve stavebnictví působí ve světovém měřítku řada subjektů, o tuto oblast se začínají zajímat silní investoři, oboru se věnuje akademická sféra a také státní správa. Zvyšuje se počet inovací jak v oblasti technologií, tak i materiálů a je zřejmě otázkou času, kdy bude vyvinuta a do reálné stavební výroby zavedena technologie schopná technicky i ekonomicky konkurovat běžným stavebním technologiím.
V dlouhodobém horizontu je možno s velkou pravděpodobností předpokládat postupné nahrazení významné části současných stavebních technologií 3D tiskem a revoluci ve stavebnictví směrem k optimalizaci ve všech oblastech od návrhu přes výrobu až po provoz budov a zvýšení kvality, bezpečnosti, efektivity i trvalé udržitelnosti staveb s pozitivním dopadem na celou společnost i životní prostředí.
Literatura:
[1] STOTT, R. Chinese Company Showcases Ten 3D-Printed Houses. ArchDaily.com[on-line]. 2 September, 2014. [cit. 2018-03-05]. Dostupné z: https://www.archdaily.com/543518/chinese-company-showcases-ten-3d-printe...
[2] SCOTT, C. Dubai and Cazza Construction Technologies Announce Plans to Build World‘s First 3D Printed Skyscraper. 3Dprint.com[on-line]. 2017 [cit. 2018-03-05]. Dostupné z: https://3dprint.com/167667/3d-printed-skyscraper-dubai/
[3] LINNER, T. Automated and Robotic Construction: Integrated Automated Construction Sites. München, 2013. Disertační práce. Lehrstuhl für Baurealisierung und Baurobotik, Fakultät für Architektur der Technischen Universität München. Vedoucí práce Thomas Bock.
[4] BOCK, T. Construction Robotics Enabling Innovative Disruption and Social Supportability. In: Proceedings of the 32ndISARC, 2015 [on-line]. Oulu, Finland, 2015 [cit. 2018-03-05]. Dostupné z: http://www.iaarc.org/publications/fulltext/FFACE-ISARC15-3172407.pdf
[5] Koncepce zavádění metody BIM v České republice[on-line]. Praha: Ministerstvo průmyslu a obchodu ČR, 2017 [cit. 2018-03‑05]. Dostupné z:https://www.mpo.cz/assets/cz/stavebnictvi-a-suroviny/bim/2017/10/Koncepc...
[6] WOODBURY, R. Elements of parametric design. 3rd. London: Routledge, 2010. ISBN 04-157-7986‑3
[7] SCHUMACHER, P. Parametricism 2.0: Gearing Up to Impact the Global Built Environment. Architectural Design[on-line]. 2016, Vol. 86, No. 2, p. 8–17 [cit. 2018-03-05]. DOI: 10.1002/ad.2018. ISSN 00038504. Dostupné z: http://doi.wiley.com/10.1002/ad.2018
[8] Generative Design: Software mimics nature’s approach to design: What is generative design?. Autodesk.com[on-line]. [cit. 2018-03-05]. Dostupné z: https://www.autodesk.com/solutions/generative-design
[9] Airbus: Reimagining the Future of Air Travel. Autodesk.com[on-line]. [cit. 2018-03-05]. Dostupné z: https://www.autodesk.com/customer-stories/airbus
[10] EU. Communication From the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions: On Resource Efficiency Opportunities in the Building Sector[on-line]. Brussels: European Commission, 2014. Dostupné z:http://www.czgbc.org/Download/140701%20Communication%20Resource%20Effici...
[11] WALLNER, J., POTTMANN, H. Geometric Computing for Freeform Architecture. In: Journal of Mathematics in Industry[on-line]. 2011, Vol. 1, No. 1 [cit. 2018-03-05]. DOI: 10.1186/2190-5983-1-4. ISSN 2190-5983. Dostupné z: http://mathematicsinindustry.springeropen.com/articles/10.1186/2190-5983...
[12] CASTAÑEDA, E., LAURET, B., LIROLA, J. M., OVANDO, G. Free-form architectural envelopes: Digital processes opportunities of industrial production at a reasonable price. In: Journal of Facade Design and Engineering[on-line]. 2015, Vol. 3, No. 1, p. 1–13 [cit. 2018-03-05]. DOI: 10.3233/FDE-150031. ISSN 2213302X
[13] GRAMAZIO, F., KOHLER, M., ed. Made by robots: Challenging Architecture at the Large Scale. Architectural design. May/June 2014. London: Wiley, 2014. ISBN 978-1-118-53548-6
[14] DUNN, N. Digital fabrication in architecture. London: Laurence King Publishing, 2012. p.88–89. ISBN 9781780672113
[15] LIPSON, H., KURMAN, M. Fabricated: the new world of 3D printing: The promise and peril of a machine that can make (almost) anything. Indianapolis: Wiley, 2013. ISBN 978-1-118-35063-8
[16] RAYNA, T., STRIUKOVA, L. From rapid prototyping to home fabrication: How 3D printing is changing business model innovation. Technological Forecasting and Social Change[on-line]. 2016, 102, p. 214–224 [cit. 2018-03-06]. DOI: 10.1016/j.techfore.2015.07.023. ISSN 00401625. Dostupné z: http://linkinghub.elsevier.com/retrieve/pii/S0040162515002425
[17] MX3D Bridge. MX3D.com[on-line]. [cit. 2018-03-05]. Dostupné z: http://mx3d.com/projects/bridge/
[18] New Press Release: Contour Crafting Corporation gets Investment from Doka Ventures, leases 33000+ sq-ft space in El Segundo to start production of construction 3D printers[on-line]. Contour Crafting Corporation, Jun 8, 2017 [cit. 2018-03-05]. Dostupné z: http://contourcrafting.com/press-release/
[19] WAM. 25% of Dubai’s buildings will be 3D printed by 2030, says Sheikh Mohammed. The Gulf Today[on-line]. 2016, April 27, 2016 [cit. 2018-03-06]. Dostupné z: http://gulftoday.ae/portal/ea6e7ae1-b73a-4fa5-8572-26a52eeb042d.aspx
[20] National Strategy for Additive Manufacturing / 3D Printing [on-line]. London, UK, 2017. Dostupné z: http://am-uk.org/wp-content/uploads/2017/11/AM-UK_Strategy_Publication_A...
[21] LE, T. T., AUSTIN, S. A., LIM, S., BUSWELL, R. A., GIBB, A. G. F., THORPE, T. Mix design and fresh properties for high-performance printing concrete. Materials and Structures[on-line]. 2012, Vol. 45, No. 8, p. 1221–1232 [cit. 2018-03-06]. DOI: 10.1617/s11527-012-9828-z. ISSN 1359-5997. Dostupné z: http://www.springerlink.com/index/10.1617/s11527-012-9828-z
[22] KHOSHNEVIS, B., HWANG, D., YAO, Ke T., YEH, Z. Mega-scale fabrication by Contour Crafting. International Journal of Industrial and Systems Engineering[on-line]. 2006, Vol. 1, No. 3 [cit. 2018-03-06]. DOI: 10.1504/IJISE.2006.009791. ISSN 1748-5037. Dostupné z: http://www.inderscience.com/link.php?id=9791
[23] DAVISON, N. 3D-printed cities: Is this the future? The Guardian[on-line]. Guardian News and Media Limited, 2015. Thu 26 Feb 2015 [cit. 2018-03-05]. Dostupné z: https://www.theguardian.com/cities/2015/feb/26/3d-printed-cities-future-...
[24] The first on-site house has been printed in Russia. Apis-cor.com[on-line]. 2017-02-20 [cit. 2018-03-06]. Dostupné z: http://apis-cor.com/en/about/news/first-house
[25] KEATING, S. J., LELAND, J. C., CAI, L., OXMAN, N. Toward site-specific and self-sufficient robotic fabrication on architectural scales. Science Robotics[on-line]. 2017, Vol. 2, No. 5 [cit. 2018-03-06]. DOI: 10.1126/scirobotics.aam8986. ISSN 2470-9476. Dostupné z: http://robotics.sciencemag.org/lookup/doi/10.1126/scirobotics.aam8986
[26] World’s first 3D printed reinforced concrete bridge opened. Tue.nl[on-line]. TU Eindhoven, 17 October 2017 [cit. 2018-03-06]. Dostupné z: https://www.tue.nl/en/university/news-and-press/news/17-10-2017-worlds-f...
[27] DE WITTE, D.. Concrete in an AM process: Freeform concrete processing[on-line]. Delft, 2015 [cit. 2018-03-06]. Diplomová práce. Delft University of Technology, Faculty of Architecture and the Build Environment, Department of Building Technology. Dostupné z: https://repository.tudelft.nl/islandora/object/uuid:059aef3b-a2ad-4c16-8...
[28] MOLITCH-HOU, M. Branch technology is 3D printing the future of construction one wall at a time. 3Dprintingindustry.com[on-line]. July 28th 2015 [cit. 2018-03-06]. Dostupné z: https://3dprintingindustry.com/news/branch-technology-is-3d-printing-the...
[29] MOMENI, F., MEHDI HASSANI.N, S. M., LIU, X., NI, J. A review of 4D printing. Materials & Design[on-line]. 2017, Vol. 122, p. 42–79 [cit. 2018-03-06]. DOI: 10.1016/j.matdes.2017.02.068. ISSN 02641275. Dostupné z: http://linkinghub.elsevier.com/retrieve/pii/S0264127517302034
[30] DE LAUBIER, R., WUNDER, M., WITTHÖFT, S., ROTHBALLER, Ch. Will 3D Printing Remodel the Construction Industry? [on-line]. The Boston Consulting Group, 2018 [cit. 2018-03-05]. Dostupné z: http://image-src.bcg.com/Images/BCG-Will-3D-Printing-Remodel-the-Constru...
[31] CESARETTI, G., DINI, E., DE KESTELIER, X., COLLA, V., PAMBAGUIAN, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronautica [on-line]. 2014, Vol. 93, p. 430–450 [cit. 2018-03-06]. DOI: 10.1016/j.actaastro.2013.07.034. ISSN 00945765. Dostupné z: http://linkinghub.elsevier.com/retrieve/pii/S0094576513002889
[32] Mars Habitat. In: Foster + Partners: Projects – Industrial and Research [on-line]. 2015 [cit. 2018-03-06]. Dostupné z: https://www.fosterandpartners.com/projects/mars-habitat/
[33] EUROPEAN COMMISSION. Report on Single Market Integration and Competitiveness in the EU and its Member States: Upgrading the Single Market: More Opportunities for People and Business[on-line]. Brussels, 2015, 28.10.2015 [cit. 2018-03-05]. Dostupné z: http://publications.europa.eu/resource/cellar/93a2b2cc-7d5a-11e5-b8b7-01...
Článek byl zpracován v rámci doktorského studia na Katedře technologie staveb Fakulty stavební ČVUT v Praze s podporou grantu SGS18/009/OHK1/1T/11. Vyšel v časopisu Beton TKS 2/18.